-

随着全球越来越多的企业和政府测试无人机送货服务,未来载货无人机可能会在我们的头顶盘旋。据美国“侨报网”11月30日报道,11月28日,美国专利商标局向亚马逊授予一项专利,当亚马逊无人机即将撞机时,它会自毁,组件会安全拆散。[详情]
-

中国国际航空公司(国航)已接收空中客车公司(空客)总装的第8,000架A320系列飞机。这架飞机是国航的第三架由普惠公司齿轮传动式涡扇?(GTF)发动机提供动力的A320neo。空客在其位于中国天津的总装线交付了飞机。[详情]
-
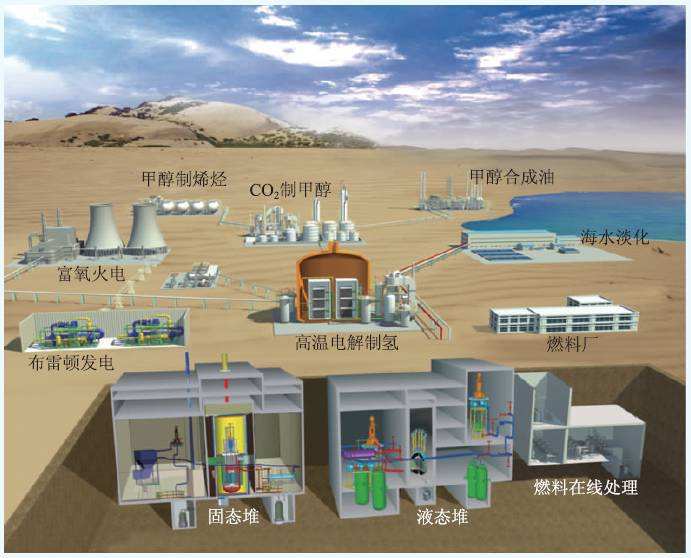
核能是20世纪人类最伟大的成就之一。中子被称为核能系统的“灵魂”,是反应堆中核反应的触发粒子和能量载体,也是产生核热能和引发放射性的源头。中子源是产生、研究、利用中子的必备科学装置,也是开展中子物理与辐射安全、先进核能系统关键技术及核技术交叉应用等研究的重要实验平台。[详情]
-

2017年,在政策、技术、市场等多因素驱动下,环保装备产业正逐步走进提质增效新阶段。截至2020年,这一板块的目标产值将超过万亿级体量。与此同时,智能化、大数据、绿色化趋势显著,并成为环保装备制造开始迈向2.0常态的关键词。[详情]
-

近日,波音防务在推特上发布了一个12秒的短片,展现了公司为参与美国海军MQ-25“黄貂鱼”竞标的原型机,这引起了一个疑问:为什么舰载无人空中加油机的设计看起来如此隐身。波音公司的设计与20世纪80年代诺格公司的“默蓝”(Tacit Blue)隐身验证机相似。[详情]
-

为解决出租车行业收费不明朗、不合理问题,需对出租车计价器进行优化设计。以AT89C51微处理器为核心芯片,分别控制DS1302实时时钟系统、AEE4霍耳传感测距系统、按键系统、AT24C02掉电存储系统以及数码显示系统,达到智能计价的目的。 [详情]
-
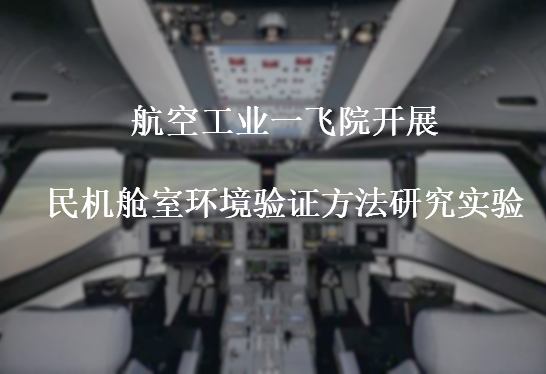
本次开展的“民机舱室热环境演示验证试验”所建设的环境模拟舱,是世界上首次将单双通道典型民机舱室环境融为一体的模拟舱,模拟研究综合环境参数对乘客和机组人员的影响,这也是一飞院“陕西省飞行器环境控制重点实验室”在获得陕西省科技厅批复后开展的首个以民机预研项目为背景的重要试验。[详情]
-

核聚变(nuclear fusion),又称核融合、融合反应、聚变反应或热核反应。核是指由质量小的原子,主要是指氘,在一定条件下(如超高温和高压),只有在极高的温度和压力下才能让核外电子摆脱原子核的束缚,让两个原子核能够互相吸引而碰撞到一起,发生原子核互相聚合作用,生成新的质量更重的原子核(如氦),中子虽然质量比较大,但是由于中子不带电,因此也能够在这个碰撞过程中逃离原子核的束缚而释放出来,大量电子和中子的释放所表现出来的就是巨大的能量释放。[详情]
-

张力式电子围栏与脉冲电子围栏相比,最大的差异是张力电子围栏工作的时候包含张力索在内的外部器件都不带电。其对于学生的人身安全更有保护作用且张力式电子围栏无论是对人体造成的伤害还是辐射都是最小的。既能起到安全防范作用,又能减少对人体的伤害。 [详情]
-
高分子材料是指单体通过加聚反应或缩聚反应得到的聚合物而形成的材料,如各种塑料、橡胶等,它也是制造纺织合成纤维的原料。[详情]
-
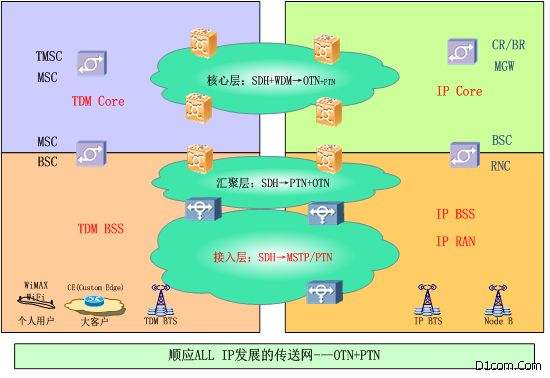
中国能建广东院设计的“广东电网公司OTN光传送网建设工程”通过了广东电网有限责任公司电力调度控制中心组织的竣工验收,标志着我国电力行业首个大规模应用的单波100G的OTN光传送网正式投入使用。[详情]
-

1月23日,在美国纽约,大疆公司战略合作总监迈克·佩里在发布会上介绍新款无人机Mavic Air。当日,大疆公司在纽约发布“御”系列无人机新品Mavic Air。Mavic Air折叠后可放入衣服口袋,最长飞行时间达21分钟,支持手势操作等功能。[详情]
-

波音公司与安道拓(Adient)公司宣布合资组建安道拓宇航(Adient Aerospace)公司,将为航空公司和租赁公司研发、制造和销售一系列的座椅产品。这些座椅既可以安装在新飞机上,也可以用于波音和其他民机制造商飞机的翻新。[详情]
-
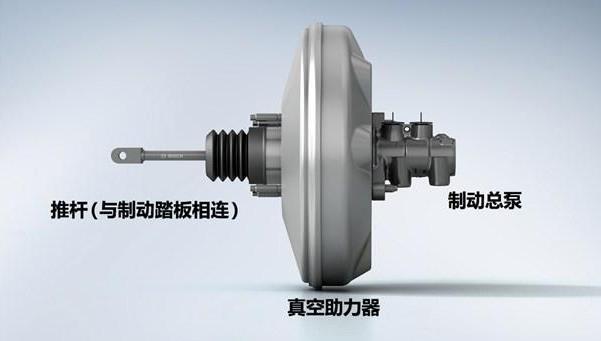
围绕电动车的话题更多的集中在续航里程、电池类型、充电方式及时间等一些使用的问题上,今天我们来聊聊别的话题,电动技术在代替了传统动力技术后,引发的变革确实是巨大的,这也影响到了车辆的技术开发,制动系统就是要谋变的其中一环。 [详情]
-

随着特斯拉、比亚迪等电动汽车的飞速发展,大家对电动汽车已经有所了解。但是,现实情况大家都知道吗?纯电动车正面临着各种问题已经成为大家讨论的话题。殊不知,电动汽车有着一些不被经常提及的隐藏缺陷,电动汽车技术突破待解决。 [详情]



