-
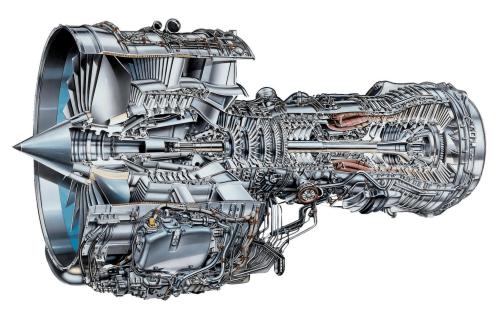
俄罗斯中央航空发动机研究院米哈洛夫-戈尔金近日对塔斯社表示,俄罗斯PD-35发动机的研制设计工作将在6年后启动。[详情]
-

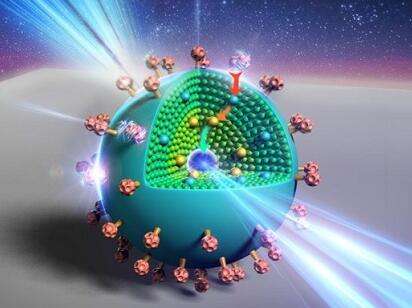
药物毒理学,作为研究药物对机体有害作用的一门学科,一方面探讨药物对机体的损伤作用,阐明药物分子结构与其毒性作用之间的关系;另一方面,它研究药物在体内的吸收、分布、代谢、排泄的过程和规律,阐述机体防御体系对药物毒性作用的影响。[详情]
-

研发运用蛋白质高回收率提取及纯化技术研发出的产品在封闭、止血、减少渗出、防黏连、促进组织愈合、防治漏瘘方面效果十分出色,相关主要技术在国内国际均属领先水平。据悉,此项技术的研发主要因为猪源纤维蛋白封闭剂的关键技术突破对行业技术进步及在临床上具有重要的意义。[详情]
-

作为我国唯一从事航空防护救生/空降空投装备研制的高科技企业,航空工业航宇具有完整的专业领域试验验证体系。[详情]
-
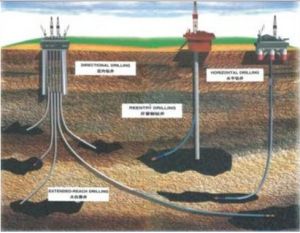
近日,从中国石化获悉,由中国石化石油工程技术研究院自主研发的近钻头伽马成像系统在临盘油田唐1-斜22井实钻条件下测试成功,现场连续工作96小时,连续测量1200米,实现近钻头1米以内方位伽马8扇区快速成像和近钻头井斜测量。[详情]
-

日前,江苏神马电力股份有限公司(简称“神马电力”)研发的复合绝缘子成功应用于锡盟—泰州±800千伏特高压直流工程泰州换流站交流场1100千伏滤波器组柱式断路器上。该换流站交流场建成投运,标志着我国1100千伏柱式断路器用复合绝缘子研发圆满成功,也标志着我国特高压用复合绝缘子技术水平得到进一步提升。[详情]
-

作为世界核电大国,一直以来,国内的大型乏燃料运输容器主要依赖进口。但现在,中国将打破国外在这方面的垄断。 12月20日晚间,中核集团公布的一则消息透露,国家科技重大专项及中核集团科技专项“龙舟-CNSC乏燃料运输容器研制”项目中原型样机通过验收,并具备了批量化生产能力。此举标志着中核集团成功自主研制了大型乏燃料运输容器,填补了国内空白,对中国乏燃料运输具有里程碑意义。[详情]
-

行星搅拌夹层锅广泛应用于糖果、制药、乳品、酒类、糕点、蜜饯、饮料、罐头、卤味等食品的加工,也可用于大型餐厅或食堂熬汤、烧菜、炖肉、熬粥等,更是备受馅料酱生产业、肉制品熟食业、调味品业等加工业的青睐,是食品加工提高质量、缩短时间、改善劳动条件的良好设备。[详情]
-

生物质能是唯一可转化成多种能源产品的新能源,通过处理废弃物直接改善环境,是发展循环经济的重要内容,以其综合效益明显的特点备受瞩目。 环顾全球,生物质能在应对全球气候变化、能源供需矛盾、保护生态环境等方面发挥着重要作用,是全球继石油、煤炭、天然气之后的第四大能源,成为国际能源转型的重要力量。[详情]
-

物料在连续流动的状态下通过套管式热交换器加热至138~150℃,并在这一温度下保持一定的时间(2~4秒)以达到商业无菌水平,然后在无菌状态下无菌环境中灌装于无菌包装容器中。[详情]
-
近日,国家纳米科学中心戴庆团队和美国石溪大学教授刘梦昆等合作,利用近场光学技术克服了范德华晶体有限尺寸导致的表征困难,成功测量了氮化硼及二硫化钼的介电张量,发展了新的晶体光学各向异性表征方法。[详情]
-

启动佳时利红薯干热泵烘干机,将烘干房温度预热到30度左右,放入红薯干,第一阶段设定40℃,定时1~2小时。第二阶段温度设定55℃,定时2小时。第三阶段温度设定65℃,定时 2小时。[详情]
-

继先后研发完成世界最大容量126万千瓦全速汽轮发电机、世界首台66万千瓦级双水内冷发电机和300兆乏级新型调相机三个重大产品后,上海电气电站集团(简称“上海电气”)于12月14日隆重举行今年第四个重量级产品———世界首台50万千瓦级水氢冷燃机发电机发运仪式。[详情]
-

膜污染是影响膜技术实际应用的关键问题。国内外关于MBR 用于污水处理时的膜污染的报道较多, 但其用于给水处理时的相关研究还较少。[详情]
-

在双锥真空干燥机材料由原则或真空的应用中干燥。水沸腾在较低的温度时,压力是通过创建真空降低。所以水的蒸发发生得更快。[详情]



