-

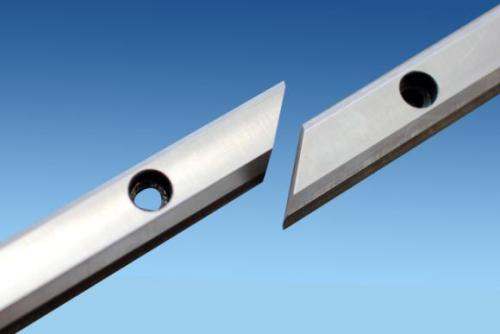
本文通过分析弯脖长轴的结构特点,针对其研究了一种新型的机床夹具。介绍了夹具的组成与工作原理,分析了夹具的力学特点。该夹具能有效地实现了弯脖长轴的夹紧定位,满足数控机床的加工工艺要求。 [详情]
-

随着工业化进程的不断深入,我国当前在数控机床中常用的夹具有组合夹具、成组夹具、自动化夹具、数控机床夹具等,每种夹具都有各自的特点,随着现代制造业对加工精度、加工速度等的要求越来越高,使得数控机床夹具也面临更新换代的要求,因此设计先进的数控机床夹具以使之可以适应现代加工的需要,成为当前机械加工行业关注的重点。 [详情]
-

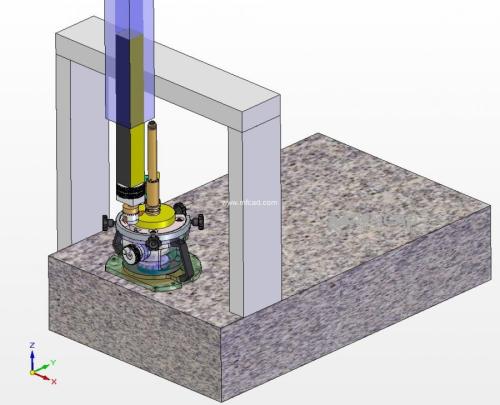
本文根据送料机构的运动特点,利用CAXA设计加工了低速运动的圆柱凸轮沟槽。利用布尔运算快速完成空间轮廓的构建,根据XHA714的特点,对主轴转速、进给速度、走刀次数和加工余量等参数合理设置,获得了正确的刀具路径和有效的加工程序。 [详情]
-

刀具的选择是数控加工过程中的重要环节之一,刀具的选用是否合理不仅影响机床的加工效率,而且直接影响零件的加工质量。笔者经过多年数控理论与实习操作的教学,阐述了对数控刀具合理选用的相关问题。 [详情]
-

"曲线打断”是造型过程中常用的基本功能,应用合理可以提高实体造型质量,不合理却会使得模型无法生成,为了简化零件的造型设计,提出CAXA制造工程师"曲线打断”的应用。基于CAXA制造工程师,通过几个实例说明在造型过程中出现扭曲变形或导动增料指令不能操作时,合理使用"曲线打断”,可以大大提高CAXA制造工程师的作图效率,获得精确的几何模型。 [详情]
-
高速铣刀安全性技术是研究高速刀具的一个重要内容,应加强刀具安全性的定量分析,精确确定影响高速铣刀安全性的微量因素,并从刀具的材料、结构、制造工艺等方面解决好高速铣刀的安全性。 [详情]
-
现场总线以其高速、实时、稳定、费用低廉等优点得到越来越广泛的应用.本文主要介绍广州数控GSK-LINK 的高速现场总线的物理层的设计,采用主从站模式,兼容环形,单向型和双线行通信,实现高速可靠地现场总线。 [详情]
-

一个真正意义上的好的 CAM 软件,不但需要从计算机应用角度上的"易学易用”、从生产加工工艺要求角度上的"多种加工策略”,还要有从安全角度上具备各种"碰撞干涉和预测检查”功能,使尚未开始进行一个零件加工走刀时,整个"加工系统” - 这里包括机床、刀具、装夹、加工刀路、毛坯、检测装置等 - 处于完全"一致”的状态,这样才能保证加工出来的零件符合要求。 [详情]
-
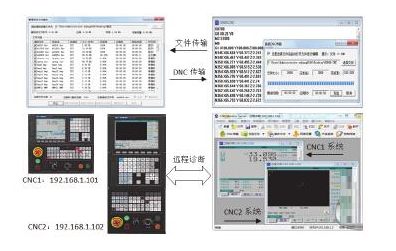
为了实现对数控系统加工过程的远程监控,文章使用硬件抽象层、共享内存、I/O 多路复用等技术设计了数控系统加工过程远程监控工具。共享内存池和共享内存块两级管理的方式,提高内存的利用效率; I/O 多路复用技术解决了多客户端登陆的问题,提高了服务器端 CPU 的利用率; 利用 HAL技术设计了 halcmd 程序,用户能够通过运行客户端应用程序远程登陆服务器,监控数控系统的加工过程。最后通过 EMC2 开源数控软件对数控系统加工过程进行实验仿真,实验表明,该远程监控工具能够方便的对数控系统的加工过程进行监控。 [详情]
-

我国向着高新技术发展的过程中,数控设备发挥了重大作用,尤其是在工业工程领域当中,数控设备实现了生产制造自动化。但是数控设备经常出现各类故障,其中电气故障的辫别与诊断成为了新的难题。本文首先简要介绍了数控机床电气故障诊断与检修的意义,之后介绍了数控设备常见的电气故障详细描述了数控机床故障诊断与维修常用的方法,最后介绍了分析诊断技术的未来发展方向。 [详情]
-

工业生产中,数控技术是近年来应用越来越广泛的工业生产设备所使用的技术,在数控设备中,不仅外观需要能够承受恶劣的工业生产环境,各零部件也需要进行及时有效的通信,在前沿数据收集的PLC不能够实现信息处理,因此本文将以IPC来进行控制,它们之间的通信是保证设备稳定运行的关键之一,本文拟从开放式数据系统的结构出发,探讨IPC与PLC之间如何能够进行及时有效的通信,希望能够为数控系统的技术开发提供一些参考意见。 [详情]
-
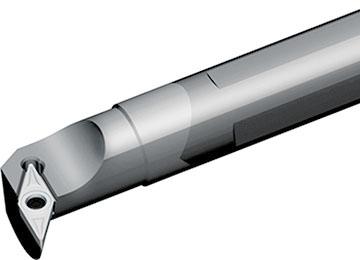
刀具的选择是数控加工工艺中的重要内容之一,不仅影响机床的加工效率,而且直接影响零件的加工质量。由于数控机床的主轴转速及范围远远高于普通机床,而且主轴输出功率较大,因此与传统加工方法相比,对数控加工刀具的提出了更高的要求,包括精度高、强度大、刚性好、耐用度高,而且要求尺寸稳定,安装调整方便。 [详情]
-
本文针对网络数控系统发展趋势,提出了一种基于 W5100 网络芯片和 OMAPL138B 微处理器网络数控系统设计方案。介绍了系统体系架构、硬件电路接口分析和设计、网络数控系统组网方案及软件设计方案。硬件部分采用直接并行总线模式实现OMAPL138B 与 W5100 连接,软件部分完成了 W5100 驱动编程、Socket 编程及应用功能开发,最终实现数控系统组网功能,对数控系统网络化应用具有较高的参考价值。 [详情]
-
本文以CAXA数控车软件为前提,以非圆曲线零件为例,详细介绍了利用CAXA数控车的造型设计、程序的后置处理的全过程。并结合宇龙数控仿真,对程序进行校验。经过实践表明,采用CAXA数控车针对非圆曲线零件自动编程,大大降低了编程难度,提高了编程效率,缩短了零件制造周期。 [详情]
-

本文通过研究聚晶金刚石复合片PDC 的激光切割机理和工艺,研发适用于PDC 激光切割的激光束参数变换系统和观测定位光学系统,完成了激光切割数控机床结构设计和数控切割系统,开发了聚晶金刚石复合片数控激光切割机床,实现了自动化高精度切割,并有效提升了PDC 激光切割的厚度和生产效率。 [详情]



