-
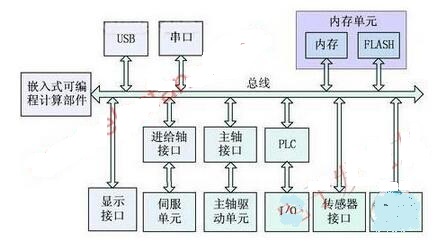
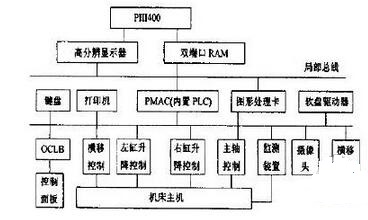
为提高玻璃钢管道缠绕机控制精度和稳定性,设计了以工业PC机和嵌入式运动控制器为核心的开放式缠绕机数控系统,并对其硬件组成、工作原理、缠绕控制软件和程序任务功能进行了介绍.系统采用双CPU结构,利用点子齿轮实现主轴和小车的同步运动控制。实践应用表明该系统能满足不同型号玻璃钢管道的加工要求。 [详情]
-
随着数控技术的不断发展,传统数控系统由于其采用专用的、封闭式的体系结构,已不能适应当今制造业市场变化与竞争,也不能满足现代制造业向信息化、敏捷制造模式发展的需要。这就迫切需要开发具有开放性、性能稳定、价格低廉的新型数控系统。 [详情]
-
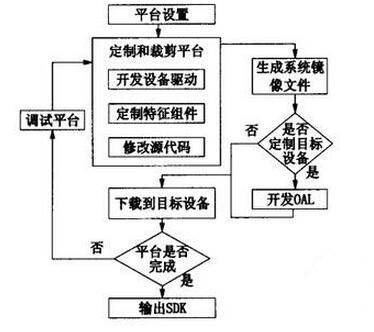
本文介绍了如何有效和快速地对设备中软件故障进行诊断。从嵌入式软件的特点入手,利用系统软件测试平台来进行软件测试与故障诊断,并以实例加以进一步说明,最后得出这种方法具有一般性的结论。 [详情]
-
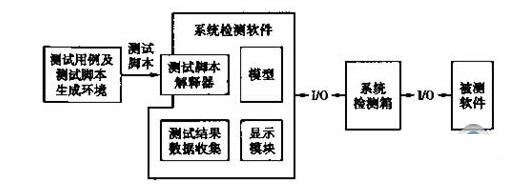
现今,数控设备的广泛运用是工业企业提高设备技术水平有效手段,也是发展的必由之路。而数控设备的数控系统是其核心所在,它的可靠运行,直接关系到整个设备运行正常与否。也就是说,当数控系统故障发生后,如何迅速诊断的故障出处并解决问题使其恢复正常,是提高数控设备使用率的迫切需要。 [详情]
-
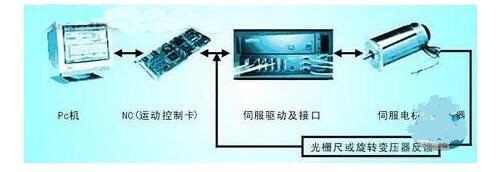
数控机床一般由NC控制系统、伺服驱动系统和反馈检测系统3 部分组成。数控机床对位置系统要求的伺服性能包括:定位速度和轮廓切削进给速度;定位精度和轮廓切削精度;精加工的表面粗糙度;在外界干扰下的稳定性。这些要求主要取决于伺服系统的静态、动态特性。 [详情]
-
交换式以太网推动了以太网在网络控制系统中的应用和发展,成为网络控制系统新的发展方向,对于数控系统这种特殊的控制系统来说也不例外。本文提出了一种面向多对象和多用户的网络数控服务系统体系结构,论述了系统各组成部分,重点讨论了网络数控服务系统中各通信任务的协调设计,并通过实验证明了设计方案的有效性和稳定性。 [详情]
-
本文论述了串行总线的优点 ,介绍了国内外数控系统总线接口的发展概况 ,提出了串行总线计算机数控系统 (SCNC)的概念及其发展对策。 [详情]
-
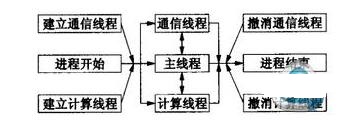
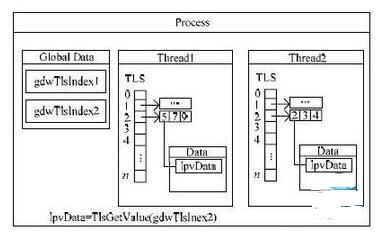
在多实例多线程情况下,ActiveX 组件的不同实例共享同一全局数据缓冲区,在改造集成面向过程开发的传统代码时必须修改代码以消除全部全局变量.针对该情况,使用线程局部存储技术实现全局变量的局部化,采用具有大量全局变量的实体仿真代码实现ActiveX封装。[详情]
-
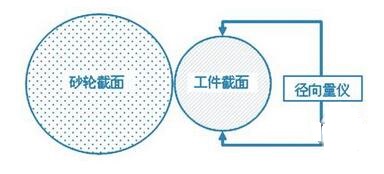
本文以华中世纪星数控系统为二次开发平台,开发了外圆磨床数控系统。本系统根据加工工件轮廓形状,用一系列直线和圆弧描述成型砂轮的外形轮廓,实现砂轮定型和砂轮修整;采用径向量仪主动测量技术,实现外圆磨加工的主动在线测量;利用端面量仪,实现工件坐标原点的自动精确定位;通过对磨削加工工件计数,实现砂轮自动修整,并对砂轮原点和工件坐标原点进行自动补偿。 [详情]
-
目前在数控切割机厂家里面,很多产品部件,都需要进行仔细的维护和挑选,特别是新型的数控切割机产品,更是需要对数控切割机的产品及性能有所了解,否则一旦发生了问题,就很难处理驱动单元包括驱动装置和电机两部分,对驱动单元的选购主要在于驱动装置的选择,因为电机是通用的部件,性能差别只存在于不同的厂家和型号。 [详情]
-
数控系统的配置和功能选择系统是数控机床的重要组成部分,配置什麽样的数控系统及选择哪些数控功能,都是机床生产厂家和最终用户所关注的问题。 [详情]
-

数控技术作为二十一世纪普遍推广的崭新生产制造方式,将对提高生产模式效率,保证加工精度产生重大影响。将会大大提高企业形象,增强企业的竞争优势。[详情]
-
结合具体机床介绍了NUM数控系统如何适应数控滚齿机的特殊要求,实现C轴与主轴,C轴与Z轴的同步控制。应用NUM提供的滚齿包和E参数编程,完成滚齿机的复杂加工运动,通过MMITOOL软件。可以编写具有齿轮加工特色的人机对话式界面。 [详情]
-
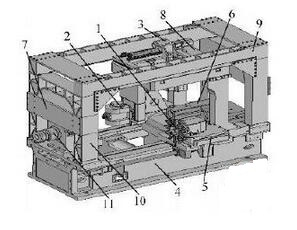
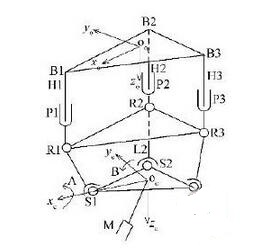
将创新设计理论与功能分析方法相结合,研制出多台具有多种加工功能的复合数控机床。其中六轴联动混联数控机床、六轴联动卧式复合数控机床、五轴联动复合激光加工机床是典型的多轴联动复合机床。针对这三种典型机床分别介绍了运动功能方案及滚滑复合运动副被动关节的创新设计、精加工所用的3-PRS并联铣削机构以及五轴联动的创新设计。 [详情]