-
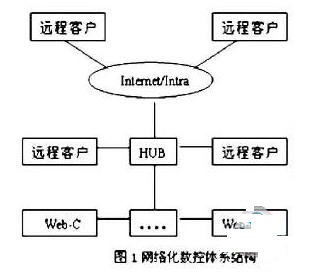
网络化的数控技术是实现制造自动化、智能化、集成化和全球化的基础技术。本文分析了开发网络系统的基本要求,提出了网络化数控系统的体系结构,重点对网络数控系统硬件平台和软件平台的设计与实现进行了阐述分析, 并指出了基于Internet的网络数控系统是数控系统的研究发展趋势,有很强的实际应用意义。 [详情]
-
本文介绍西门子840D数控系统利用同一数控系统双屏显双刀架单独实现数字控制技术,两个通道随时观测到相互的加工状态的构成方式。 [详情]
-
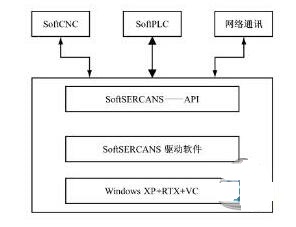
开放式数控系统体系是目前的一项数控技术研究热点,也是此项技术发展的一个主流形式。本文提出了一种基于SERCOS接口技术的系统体系,进而构建了开放式数控系统的软硬平台。本文介绍了此项开放式数控系统模块的结构,并分析了其硬件平台和软件平台要求。 [详情]
-
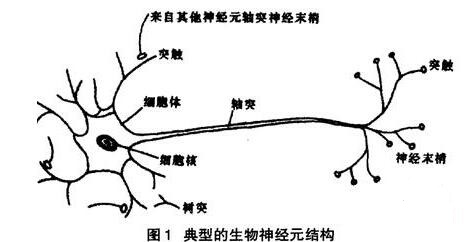
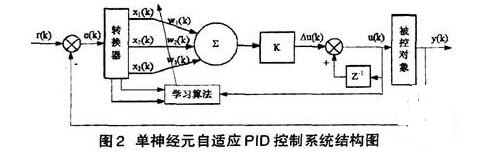
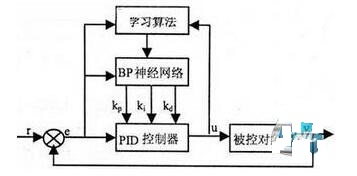
传统意义上的PID控制器具有结构简单、调节方便、参数设置和工程索引密切相关的优势。但它也有一定的局限性:对复杂系统很难建立数学模型,当控制对象不同时,控制器的参数很难自动适应外部环境的变化,且很难对一些复杂的过程和参数进行有效控制。而神经网络控制的发展、应用和与PID控制的结合,在一定程度上解决了传统PID控制器难以进行在线实时参数自整定等方面的缺点,可以充分发挥PID控制的优点。 [详情]
-
本文分析了在高速高精度加工中设计高性能运动控制器时存在的问题及面临的挑战,评述了高性能数控系统运动控制器设计方法的发展现状,对存在的主要问题和今后可能的发展方向作了进一步的探讨。 [详情]
-
SINUMERIK 802D系统作为西门子公司的经济型数控数控系统,由于其结构简单、调试维护方便、性能可靠稳定、价位低等多方优势,在经济型数控机床上得到广泛运用。但802D数控系统储存数据的方式较为特殊,操作中若处理不当,很容易造成机床参数丢失。一旦某一参数丢失或被误改动,就会使机床陷入瘫痪状态,系统将出现黑屏故障,无法进入系统。 [详情]
-
本文介绍了一种基于工控机的五轴联动数控系统,对其系统构成,硬件软件开放化设计方法进行了探讨。从开发过程及使用效果来看,开放化设计可有效地缩短开发周期,提高数控系统软硬件的质量。 [详情]
-
数控机床的性能在很大程度上是由数控系统软件的运行性能决定,在系统中对参数设置不同的值可以改变系统的运行状态。为了使数控机床运行良好,在数控机床生产过程中、生产完成以后都会根据机床以及系统的配置和测试性能对系统参数进行设置。 [详情]
-
近年来,随着我国国民经济迅速发展和国防建设的需要,对高档的数控机床提出了急迫的大量需求。机床是一个国家制造业水平的象征。而代表机床制造业最高境界的是五轴联动数控机床系统,从某种意义上说,反映了一个国家的工业发展水平状况。文章重点针对五轴联动加工中心的优化进行了分析和探讨。 [详情]
-
样条方法应用于复杂曲线加工时存在拟合精度高,NC程序小,可以有效地避免小线段方法在实际加工中可能造成的数据饥荒的优点,本文对基于样条曲线的运动规划方法进行了研究,给出了三次参数化样条曲线运动规划方法。 [详情]
-

本文从三菱伺服系统的原理入手,并参照三菱数控系统伺服驱动器的结构特性,开发设计了一套用于调整三菱数控系统伺服的测试分析系统,并利用此系统进行了三菱数控系统伺服参数调试方法的分析和研究工作。与传统的伺服调整过程相比,这套基于测试分析理论的伺服参数调整技术,增加了能够对伺服过程进行及时反馈及补充的图形交互功能,而且通过现场调试及试验论证发现,图形反馈信息系统的使用,可以使大幅提高三菱数控系统伺服参数调试过程的效率和精度。 [详情]
-

本文论述了混流式水轮机叶片数控加工工艺技术的研究,介绍了五轴联动数控技术及叶片加工工艺方法和高效刀具系统的开发应用。 [详情]
-

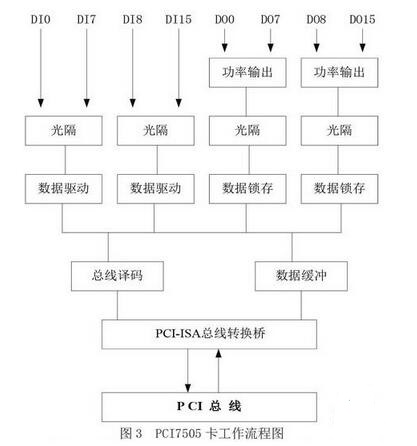
本文分析了开放式数控制码系统的硬件结构,针对开放式数控制码系统的硬件特点及实际需求,提出了采用PCI7505光电隔离卡进行改造的设计方案,为开放式数控制码系统量身订做了控制制码机正常、稳定运作的运动控制卡,实现了一个经济型的开放式数控制码系统。实验证明,采用经PCI7505改造设计的运动控制卡运作稳定、效果良好,具有较高的实用价值。 [详情]
-
本文分析了FANUC PMC的特点,并初步指出了PMC的编程方法和编程过程的注意事项,进而提出编程中应该注意的重点和要点。 [详情]
-
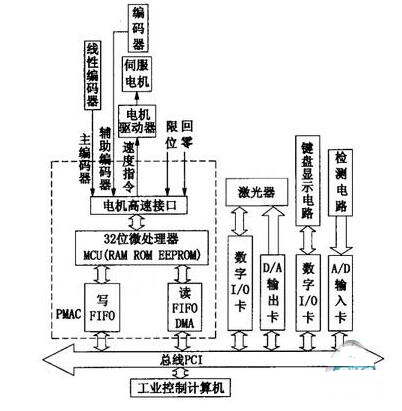
本文介绍了嵌入式操作系统Windows CE.NET4.2的特性和新增功能,构建基于CE的嵌入式开发平台的步骤及方法.针对发展新型激光切割机的需求,分析了激光切割控制的特殊性,构建了基于工业PC机,以PMAC多轴运动控制卡为核心的激光加工开放式数控系统体系结构,给出了关键环节的实现技术.并在此基础上开发了基于Windows CE的数控系统的软件部分,利用面向对象的编程方法实现了良好的人机操作界面和方便高效的多任务工作环境,并开发了将国际标准NC代码转换为PMAC指令的模块。 [详情]



