-

本文研究了CAN总线在数字交流伺服系统与运动控制中的应用,探讨了伺服电机驱动与多轴运动控制中实时网络控制问题,介绍了一种基于CAN总线技术的数字交流伺服系统及其结构原理和软、硬件设计。 [详情]
-

本文介绍了基于8055 CNC的三轴数控激光切割机控制系统的整体设计、调试过程,重点论述了在设计、调试过程中遇到的激光器及外部设备的连接、切割过程中焦点位置的保证、自动编程软件的选择等问题。 [详情]
-
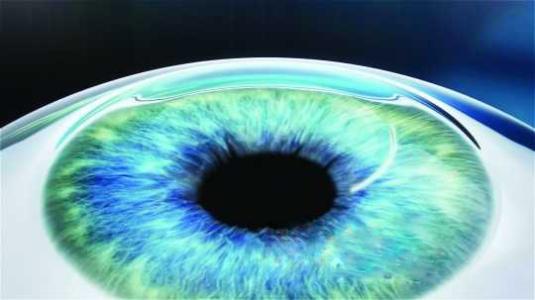
每一个人的角膜情况不一样,对术后的视觉效果要求也不尽相同。手术方式越多,近视者选择的范围也就越大,越能轻松找到最适合自己眼睛的那种手术方式。 [详情]
-
近年来,物联网技术发展迅速,全社会的信息化水平不断提升。智能家居是物联网的主要应用之一,已成为当前的热门研究领域,也是未来家居生活的发展方向 。 [详情]
-
论文是SIEMENS 840D数控系统改造MC—B74五轴联动卧式加工中心的成功案例.介绍该类改造工程的重点事项,可为相关技术人员提供一些必要的借鉴与参考。[详情]
-

近几年数控机床逐步向高速化、高精度、集成化、多轴化方向发展,为模具加工自动化提供了装备上的保证。现阐明了数控技术的特点,分析了数控加工技术在模具制造中的应用前景。 [详情]
-
飞机结构件日趋大型化、复杂化,这对数控加工装备和数控加工技术提出了更高的要求。目前国内的数控加工精度已经达到亚微米级,但飞机结构件由于尺寸较大、易变形,其加工精度仅能达到0.05-0.2mm。距数控加工精确制造的要求还存在一定的差距。本文从结构特点、装备要求、工艺方法等方面。对大型航空结构件精确加工技术进行了研究分析,指明了提高精确制造能力的方法和途径。 [详情]
-

数控技术专业复合化教学体系的构建,首先应明确定位专业培养目标、实践能力目标,然后有针对性地确定能力目标、实践教学的方法和内容,再根据子目标的作用与相互联系,合理设置数控技术专业教学顺序。 [详情]
-
数控机床的种类很多,其分类方法也很多。其中以伺服系统类型的分类对数控机床的内在结构分析最为详细。伺服驱动系统由伺服驱动电路和伺服驱动装置(电动机)组成,并与机床上的执行部件和机械传动部件组成数控机床的进给系统。它根据数控装置发来的速度和位移指令控制执行部件的进给速度、方向和位移。每个做进给运动的执行部件都配有一套伺服驱动系统。[详情]
-

本文介绍了数控技术的先进性,数控技术在甲醇合成塔管板隔板制造中的应用,比较数控工艺与传统工艺的经济效益差异,并保证加工周期与加工质量。 [详情]
-

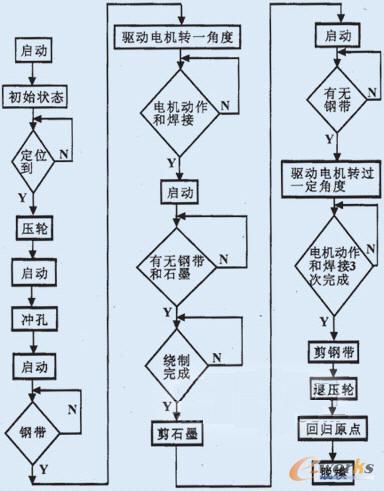
本文针对传统绕线机控制精度低、速度低和产品质量差等缺点,以微处理器MC68HC000为核心,采用集中控制、分时处理的工作方式,根据绕线机的特点开发一种具有高精高速的数控系统,驱动脉冲最高速率为500 KPPS,驱动解析度为0.001mm/Pulse。辅以数控系统软件、绕线机系统开发工具和数控绕线机操作软件,为绕线机开发提供一个开放式的控制器设计平台。 [详情]
-

本文根据当前数控系统所面临的瓶颈问题,通过介绍数控系统通信的基础理论,提出了基于网络的数控管理方法。其中详细论述了机床网络的方案设计、组网过程和基于网络的管理流程。同时,对于数控服务器的软件开发也做了简单介绍,实践表明,"可剪裁、可配置、可重构”在数控网络应用中是可实现的。 [详情]
-

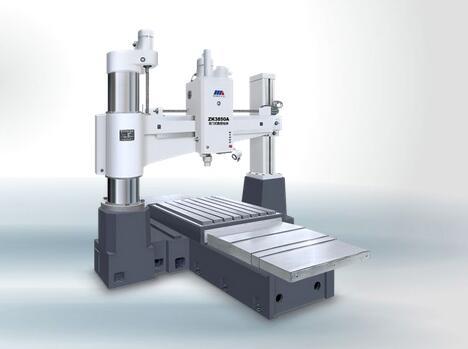
随着用户对钢板表面质量要求的不断提高,轧辊磨床的磨削精度成为制约钢板质量和板形精度的瓶颈,同时磨辊间减少操作人员数量并提高劳动生产率的要求也越来越强烈,故决定对热轧2050轧辊磨床进行改造。 [详情]
-

本文在对数控机床控制原理进行分析与研究的基础上,通过具体案例详细介绍了PLC技术在数控机床控制中的应用.举例说明了通用型卧式数控车床的PLC程序编写方法.并结合典型实例,对利用PLC实现故障诊断进行了分析。 [详情]
-

本文分析了在使用PMAO开发数控系统软件时的关键技术以及面临的问题,提出了在PMAC中进行程序设计的方法和对策。利用集中输入输出思想、梯形图编程方法和布尔逻辑运算,简化了复杂逻辑PLC程序的设计,提高了程序逻辑的清晰度和可靠性。采用自动插入同步变量的方法,成功地解决了数控加工过程中数控代码的实时跟踪问题。[详情]



