-

随着技术及应用发展,激光器逐渐开始向高功率领域拓展。与此同时,多样化客户需求,也使得激光企业必须保持产品的灵活性。[详情]
-
乘坐高铁,如果途中发生山体滑坡怎么办?别担心,中科院上海光机所的“分布式光纤振动传感技术”,可以像人的“神经系统”一样,对高铁沿线光纤的外界扰动进行精确感知和精准定位,从只能听到“有无动静”,到听清楚“什么在动”“怎么动”。[详情]
-
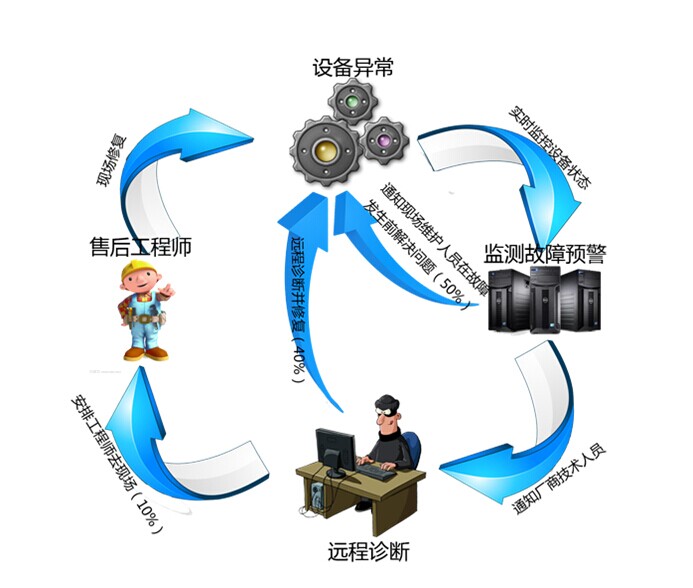
伴随着我国市场经济的不断发展,目前重型机械设备的使用范围越来越广泛。但是,由于重型机械设备使用时不容易管理,并且比较分散,同时也存在长期使用的一些机械设备逐渐老化以及操作工在使用机械设备时操作不当而引起设备的故障,所以将远程监控及智能化系统引入到工程机械中使用,目的是为了给用户提供一种强大的技术支持,包括设备的远程监控、故障预警及设备远程故障诊断[详情]
-

电气部分配合控制实现拖泵一系列工作动作的变换和调节, 而冷却部分和润滑部分主要负责机械结构的润滑和液压油的冷却。[详情]
-
独家巨献:2017中国激光显示市场研究及前景预测报告前瞻未来,洞察内在,把握微妙
相较于传统的加工工艺,光纤激光切割机在食品机械生产中的优势突出。 [详情]
-
近日,佐治亚理工的网络安全研究人员开发了一种针对能够模拟接管控制水处理厂的勒索软件。该软件在获取访问权限后,能够命令可编程逻辑控制器(PLC)关闭阀门,添加水、氯含量等操作,能够显示错误的读数。[详情]
-

研华重磅推出首款支持独立三显的低功耗超薄Mini-ITX主板 Intel? Pentium? / Celeron?处理器N3000系列
2017年1月3日,台北–嵌入式计算和智能应用领导厂商研华科技今日荣幸宣布推出一款工业级超薄无风扇Mini-ITX主板:AIMB-216。[详情]
-

这雾霾天是越来越猖狂了,怎样武装自己应对这充斥污染颗粒物的天气?空气过滤器助您无惧 PM2.5,还你洁净空气。[详情]
-

激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。[详情]
-

本文从开设网上课程、建立校企合作、加强师资建设等几个方面探讨了CAD课程实施教学改革的一些有效途径。 [详情]
-

直接金属激光烧结是一种用于批量生产注塑件模具和制造金属产品的工艺,也可用于诸如挤出或吹塑成型与其它塑料加工工艺的技术。 [详情]
-

广州数控新一代普及型车床的CNC GSK980TD数控系统有着较高性价比,企业应用日益广泛。本文对该系统在以CAK4Q85ni数控车床的应用为例,介绍系统的安装及常见故障原因。 [详情]
-

本文通过对大型双联链轮加工方法的分析,找到了一条加工大型双联链轮的途径,并且可以大大提高其加工效率与精度。 [详情]
-

本文介绍了大型养路机械上的一种数控装置GVA系统的组成、功能、工作原理及工作过程。 [详情]
-

复合化数控技术专业教学体系将实践教学环节分为实验教学、校内实习实训、校外实习、课程设计、毕业设计等。在制定实践教学计划时,注重基础与专业相结合、基本技能与创新能力相结合。[详情]



