-

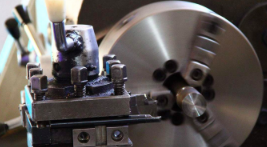
我们知道精密机械加工对精度的要求是很高的,精密机械加工的刚性好,制造精度高,对刀精确,所以能加工精度要求很高的零件。[详情]
-

而近五年,我们理性纵观中国乃至全球起重机行业,会不难发现,中高端产业链已初见端倪。而这一切变化,不得不提到这个行业的缔造者和开拓者“徐工”![详情]
-

超级移动起重机被工程装备行业公认为是科技含量最高、研发难度最大的产品之一,被誉为世界工程机械技术“珠峰之顶”。[详情]
-

随着行业对智能化、自动化、数字化的装备、技术需求的日益增加,依靠技术创新占据市场成为企业发展方向,在工业4.0、中国制造2025大环境下,经济、政策变化使各行各业面临着不同的挑战,同时也迎来了更多机会。[详情]
-

数控机床是数字控制机床,是一种装有程序控制系统的自动化机床。根据数控机床的性能、档次的不同,数控机床产品可分为高档数控机床、中档数控机床、低档数控机床。高档数控机床是指具有高速、精密、智能、复合、多轴联动、网络通信等功能的数控机床。[详情]
-
该项目面向国家重大工程建设需求,突破“调强度、创设计、控制造”技术瓶颈,解决了材料许用强度调整、高强钢性能调控、传热流动与强度刚度协同设计、应变强化工艺控制等技术难题,建立了重型压力容器轻量化设计制造共性技术方法[详情]
-

业内专家建议,要改变我国制造业低水平、低附加值的状况,必须依靠科技创新和品牌创新,必须突破传统思维“画地为牢”的制约,加快推进产业转型升级。[详情]
-

脉冲涡流检测方法是近几年迅速发展起来的一种涡流无损检测新技术。 [详情]
-

20世纪60年代末我国已开始了高功率CO2激光器及其应用的研究。 [详情]
-

贴标?机作为包装机械设备中的重要组成部分,在各个行业应用广泛,主要适用于医药、日化、食品等行业,而在众多贴标机中,圆瓶的自动贴标机在影响又显得更为深远。[详情]
-
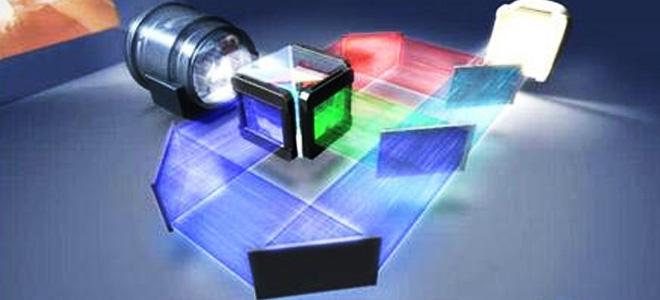
激光显示技术使用激光光束透射画面,具有色域范围广、寿命长、效率高、功耗低、节能环保等优点,被认为是继黑白显示、标准彩色显示、LCD高清数字显示之后的下一代主流显示技术。[详情]
-

数控系统的点位控制一般用在孔加工机床上,其特点是:机床移动部件能实现由一个位置到另一个位置的精确移动,即准确控制移动部件的终点位置,但并不考虑其运动轨迹。PLC具有抗干扰能力强、可靠性极高、编程方便等显著优点,文章以OMRON公司CPlH—X40D型PLC为例,分析如何利用PLC指令软件编程实现对步进电机的定位/速度控制,提供了实现数控系统中点位控制的经济、有效的具体方法。 [详情]
-
数控机床上的位置检测装置通常安装在机床的工作台或丝杠上,相当于普通机床的刻度盘和操作员的眼睛,自动的不断地将工作台的位移量检测出来并反馈给控制系统。[详情]