-
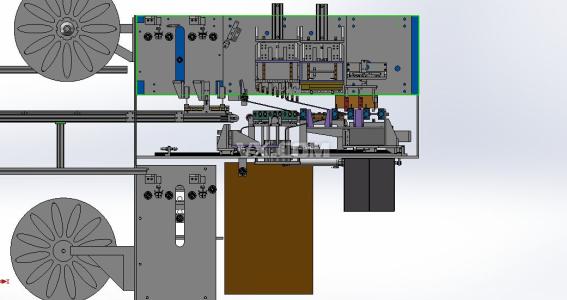
常规的车床在加工中是依靠刀具的移动来完成对多余毛坯料的车削,但是在针对精密细长轴类的加工中,常规车床显然无法满足加工需要,而纵切车床的出现使批量加工精密轴类工件成为可能。[详情]
-
机械加工制造行业的生产特点是以离散生产为主、流程为辅,加工装配为重点。[详情]
-
在不少人看来,汽车越重其安全性也越高,因而并不认可汽车轻量化。汽车重量固然与安全性存在一定联系,但在世界各国越来越严苛的排放法规要求下,汽车轻量化已是不可逆转的潮流。 [详情]
-
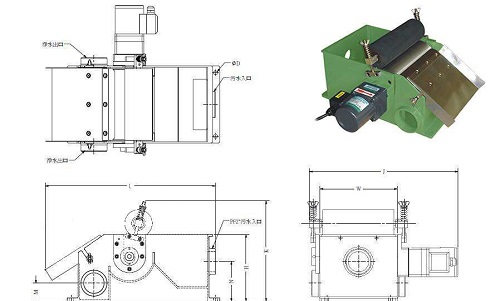
浅析磁性分离器对磨床使用的好处 保持干净。使用磁性分离器可以减少砂轮修正次数、提高工件的表面光滑度、延长砂轮和冷却液的使用寿命。 [详情]
-
1958年,北京第一机床厂与清华大学合作,试制出中国第一台数控机床——X53K1三坐标数控机床。这台数控机床的诞生,填补了中国在数控机床领域的空白。 [详情]
-

国机重装董事长陆文俊向记者介绍,国机重装下辖二重装备、中国重机、中国重型院及成都重机四家企业,以“强强联手”实现优势互补,力求打造国内第一、世界一流的集科工贸为一体的高端重型装备旗舰企业。[详情]
-
近日,各个工程机械企业纷纷公布其一季度年报或业绩预告,各大证券投资公司也十分重视并相继分析转发。[详情]
-
日本作为世界闻名的机床制造大国,在机床制造领域地位举足轻重。在中国提出“中国制造2025”以来,双方在机床领域的联系日益紧密。[详情]
-

2018年4月16日,中兴被美国禁售元器件,禁售期长达7年。消息一经宣布,几乎所有中国人都被震醒了[详情]
-

机械设备行业研发支出占比3.80% 中国制造逐步转向技术驱动
研发投入被认为是体现企业长期竞争力的一项重要指标,这一点在机械设备行业中表现得尤其明显。[详情]
-
日前,在法国巴黎国际工程机械博览会(INTERMAT2018)举办期间,中国机电产品进出口商会与中国工程机械工业协会共同承办了2018中国工程[详情]
-

机床,又被称为工业之母,制造机器的机器。机床行业的上游包括钢铁、铸造行业,而下游则影响着汽车、铁路、风电、核电、船舶制造、航空运输以及关乎到国防的军工行业。[详情]
-

在2018中国“互联网+”数字经济峰会上,沈阳机床“i5智能共享机床”被评为2017年度中国“互联网+”十大优秀案例(制造业类)。[详情]
-

近日,国内有关单位组织专家对机械科学研究总院集团沈阳铸造研究所有限公司研制的某型燃机钛合金机匣产品进行质量验收评审[详情]
-

我们知道精密机械加工对精度的要求是很高的,精密机械加工的刚性好,制造精度高,对刀精确,所以能加工精度要求很高的零件。[详情]



