-

基于NX和Master CAM的LCD盒注塑模具设计与数控加工
文章以LCD盒塑件为例,利用NX软件对注塑模具进行了设计,并运用Master CAM软件对模具塑腔进行了数控加工。结果表明:NX和Mastar CAM两个软件槽结合,不仅能够提高注塑模具设计与加工的质量和效率,而且能够缩短模具生产周期。 [详情]
-

本文简单介绍了目前的华南数控软件系统,并提出了2.6内核+RTAI的优越性,然后从华南数控软件系统的结构开始,分别从嵌入式操作系统以及数控软件的层面上叙述了系统的升级和数控软件源代码的修改过程,以及在此工作中需要注意的事项。最后,通过对比新旧系统的实时控制性能得出结论,表明2.6内核+RTAI的新系统不仅保持了原系统的所有功能,而且在实时控制性能方面获得了令人满意的效果。 [详情]
-

本文介绍了数控系统,通过分析半自动提速铁路轴承内、外滚道超精机的控制系统,得出了数控程序NC和逻辑控制程序PLC之间联络的一种简单、实用方法。 [详情]
-

在对DOS实模式下扩展内存(XMS)技术分析的基础上,给出了用户开发数控软件程序时调用扩展内存存取数据的方法,该技术突破了常规640K内存的限制,提高了数据的传输速度及控制的实时性,已成功地应用于数控系统,并取得显著效果。 [详情]
-

数控系统的内置型PLC作为摸不着的自动控制单元,不易被人理解。通过用户编写的PLC源程序在华中数控系统中的编译、加载及运行的实现,来说明内置型PLC的运行机理,为更好地诊断机床故障和扩展机床功能提供思路。 [详情]
-

本文介绍了嵌入式Windows CE 系统在数控加工应用领域的平台定制,提出了在Windows CE 下的嵌入式数控加工系统的软件架构,探讨了嵌入式数控软件主要功能模块及其关键实现技术。 [详情]
-

文章以T35龙门五轴联动加工中心为例,详细介绍了在NX7.5中对大型龙门结构的数控五轴加工中心机床的切削仿真加工系统进行开发的方法与过程,开发了T35在NXNX7.5中的碰撞仿真加工系统。 [详情]
-

本文移植RTAI改善了Linux系统的硬实时性能,给出了数控软件模块化体系结构,各个功能模块分配了不同的优先级,采用优先级抢占的调度策略实现了模块的实时调度。在数控铣床上进行相关实验,给出的加工实例验证了方案的正确性。 [详情]
-

本文介绍一种CAD/CAM数控网络系统,该系统以Windows2000 Server为操作平台,以流行的CAD/CAM软件为软件平台,通过网络数据通讯和中央计算机集控,实现数控自动编程、DNC直接数控加工。该系统用于中小企业的生产实践,同时可用于科研、教学等工作。 [详情]
-

本文简要介绍了VC++和MATLAB混合编程技术,并通过一套基于数控铣削过程的动力学仿真优化应用数控软件的开发实例说明了混合编程技术在科学计算软件开发中的应用,包括混合编程实现的过程,并对程序在编译、运行和发布中的一此难点进行分析与解决,为此类科学计算软件的开发提供了一种可借鉴的方便灵活的实现方法。 [详情]
-

本文介绍了一种新型激光加工数控驱动程序的设计,通过路径自动排序、速度均衡处理等方法,实现了较精细的加工,效果良好。 [详情]
-

基于光洋GDS—09FH数控系统的温度检测模块PLC程序设计
温度是电机工作状态的重要指标之一,为保证电机在正常状态下工作。对电机的工作温度进行实时监控是非常必要的。西门子伺服电机的内置编码器接口中的13和25号针为温度信号输出。在西门子系统下电机温度可以直接在驱动信息中读出。本例中所介绍的精密卧式加工中心使用的是大连光洋的数控操作系统。各伺服轴均采用了西门子的伺服电机,因此其输出的温度信号不能直接由光洋的伺服驱动器接收处理.需要使用光洋的温度检测模块对电机温度信号进行处理。使之能够在系统HMI中被用户读出。用户可以通过指定通道来选择查看各伺服电机的工作温度。实[详情]
-

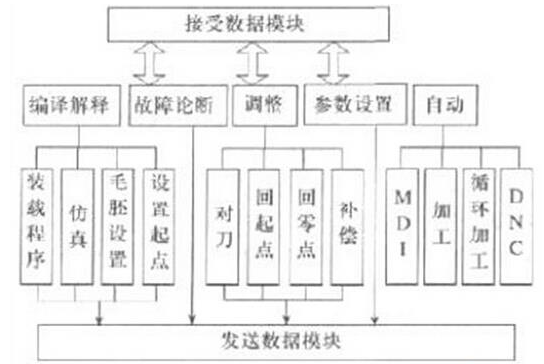
本文针对日益增长的复合加工需求,提出了一种在一台数控装置中实现多任务、多通道数控加工的数控系统软件设计方案,建立了数控软件的总体框架和数据关系,分析了数控软件的界面模块、解释器模块和任务及通道控制模块的设计要点。通过在总体框架中增加任务及通道层,在数据映射中关联通道结构,在界面中规划布局,在解释器扩充多个通道间的协调指令,在任务及通道控制中利用状态机控制的方式,完成了整个设计方案。该方案为单数控装置实现复合功能提供了有效的技术验证。 [详情]
-

从20世纪八十年代开始,在信息技术等高新技术的带动下,机械数控加工技术进入了"高速、高效、智能、复合、环保”的发展新阶段,出现了高速(效)切削、近净成形、柔性化数控加工、五轴数控加工、复合数控加工机床、网络制造、绿色制造等新的制造技术及装备,为制造业开发新产品、提高数控加工效率和数控加工质量、降低制造成本、缩短交货周期、保护生态环境、降低能源和资源消耗发挥了重要的作用。 [详情]
-
在网络环境下的数字化制造不仅仅取决于企业上层管理和设计的数字化和信息化,也取决于车间底层的数字化和信息化。我们提出一种基于移动通信技术的人机协同的新型数字化制造模式,它把无线移动通信技术引进来,创建一种以人为中心的能充分发挥"人的智能”和"机器智能”的分布式人机协同工作模式。 [详情]



