-

智汇工业联合ITPT教育工程将分期举办“西门子PLC+WinCC技术培训班”,第1期:2017年10月21日-10月25日; 第2期:2017年11月18日-11月22日;第3期:2017年12月16日-12月20日。[详情]
-

【12月-北京】TIA Portal S7-1500PLC技术培训班通知!
智汇工业联合ITPT教育工程将分期举办“TIA Portal S7-1500PLC技术培训班”,第1期:2017年10月19日-10月22日(18日报到)北京;第2期:2017年11月23日-11月26日(22日报到)北京;第3期:2017年12月14日-12月17日(13日报到)北京[详情]
-

【12月-北京】工业机器人技术与教学方法高级师资培训班通知!
智汇工业联合ITPT教育工程将分期举办“工业机器人技术与教学方法高级师资培训班”,第1期:2017年10月30日-11月3日(29日报到)北京;第2期:2017年12月11日-12月15日(10日报到)北京。[详情]
-

智汇工业联合ITPT项目、同济大学中德工程学院将在上海分期举办“全国工业4.0与智能制造高级培训班”,第1期:2017年9月22日-9月26日(22日报到) 第2期:2017年11月3日-11月7日(3日报到) 第3期:2017年12月15日-12月19日(15日报到)[详情]
-

数控机床是典型的机电一体化系统。PLC工程现场界面涉及光、机、电、气、液等复杂的输入输出信令,加之PLC对于信号的逻辑处理具有的抽象运算特征,使得工业现场故障处理工作通常是相当的复杂困难,PLC机电系统现场故障往往使得缺少工程经验的设备管理者们束手无策,较长时间的故障处理处理可以大幅度降低产能,严重影响生产。本文以就事论事的方式平铺直叙具体的机电工程现场故障处理案例,保留住故障处理经验中最珍贵的分析判断过程。 [详情]
-

利用CAN总线的实时性和可靠性来提高数控机床的性能C上位机采用控制器S3C241[详情]
-
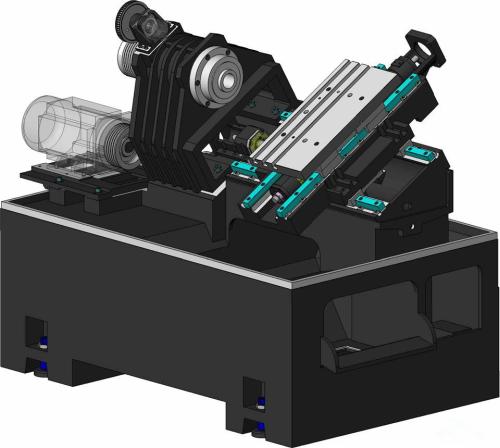
使用普通平头设备进行工件的平头操作,平头面的光滑度和平面度,会受到刀具的精确程度以及操作人员的熟练程度等诸多因素的影响。数控平头机,可按照输入的进刀曲线连续工作,始终保持高精度和高效率,从而充分保证平头质量。 [详情]
-

本文介绍了结合PLC对箱体加工的自动化控制系统的设计方案。 [详情]
-
文章利用Pro/E参数驱动的三维模型设计、工程图功能和AutoCAD灵活方便、功能强大的二维图形标注与编辑功能,结合实例来分析利用此两种软件联合设计机械工程图的方法。两者的结合极大地提高设计效率与质量,在机械制图领域有一定的现实意义。 [详情]
-
随着数控机床的普及,螺纹铣削加工技术在机械制造业的应用越来越多。螺纹铣削是通过数控机床的三轴联动,利用螺纹铣刀进行螺旋插补铣削而形成螺纹,刀具在水平面上每作一周圆周运动,在垂直面内则直线移动一个螺距。螺纹铣削具有加工效率高、螺纹质量高、刀具通用性好、加工安全性好等诸多优点。目前使用的各种螺纹铣削刀具种类很多,本文拟从应用特点、刀具结构、加工工艺等角度对几种常见的螺纹铣刀作一些分析介绍。 [详情]
-
文章通过对功能按键模具型腔电极的设计研究,分析了电极设计的原则和要点,给出了NX软件平台上电极设计的流程,制定了功能按键模具型腔的加工工艺方案,详细分析了电极的设计方法,完成了电极的完整设计。 [详情]
-
数控设备是一种自动化程度较高,结构较复杂的先进加工设备,是企业的重点、关键设备。要发挥数控设备的高效益,就必须正确的操作和精心的维护,才能保证设备的利用率。特别是数控机床的电气维修,要保证及时发现和消灭故障隐患,从而保证安全运行。 [详情]
-

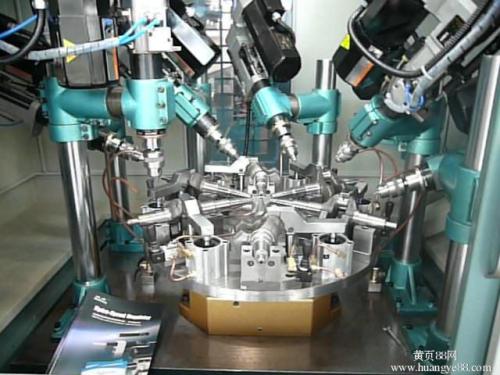
本控制系统是以GM离心鼓风机组为被控制对象,在保证离心鼓风机气路系统、油路系统、轴系统和自身特性均良好的情况下,实现供气工艺各种工况的调节.本控制系统采取解耦智能控制、专家智能控制和传统的PID控制,多套控制系统现场运行结果表明,此控制系统控制可靠,智能化程度高,操作维护方便。 [详情]
-

先进机床加工技术是现代制造业的基础。数控铣床所加工的零件相对来说其难易程序不等。对复杂的零件的曲面,其编程软件能够自动生成加工路径。这是人所没有办法能够手动编出来的。但即便再简单的零件,其手动编程还是比较麻烦。退刀的安全位置,切入点的位置,冷却液的开启关闭等都是在编程时需要注意的细节,如果使用软件,那么这些细节上的东西都无须要你人脑去记,我们南京东岱软件技术有限公司为您提供专业化的工艺加工数据库(CAPP),会使您的自动化编辑软件camworks四键就能产生您所需要的程序。使您的加工变的更轻松。 [详情]
-

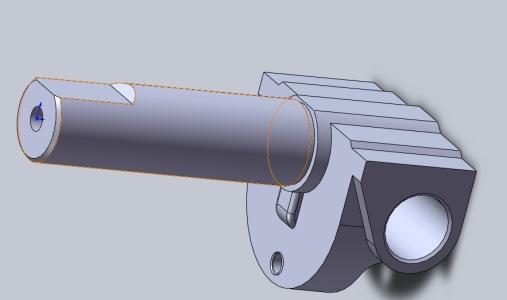
本文通过对于焊接夹具零件的加工,反映出零件在装夹、结构工艺、装配工艺、精度设计和材料工艺等方面设计的问题,提出了在数控加工中增加零件设计合理性的措施和方法。 [详情]



