-
本文在分析网络数控技术发展历史基础上,重点介绍工业以太网的网络数控系统硬件平台和软件平台的设计与实现,具有很强的实际应用性。 [详情]
-

我国当前的机械加工行业,是数控技术主要应用的行业范围,通过数控技术的发展应用,不仅在机械加工行业中,从简单的批量加工,逐渐转型为更为高端的技术要求,实现数控加工上的技术进步,同时对于数控加工机床的维护工作,也提出了进一步的工作要求。 [详情]
-
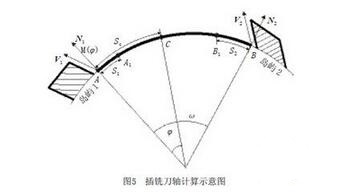
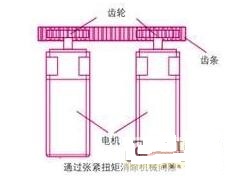
本文依据滚齿机的结构及加工要求,介绍滚齿机中C轴与滚刀轴,C轴与Y轴,C轴与Z轴的同步关系。针对NUM控制系统提供的滚齿包进行编程,通过控制系统中能够读写的外部E参数,在人机界面设置加工参数,编写滚齿机加工程序,完成齿轮加工。 [详情]
-

本文详细介绍了在锯片磨床控制系统中采用电涡流传感器,实时在线测量锯片厚度,并反馈给数控系统,从而实现磨削过程全闭环控制的方法。[详情]
-
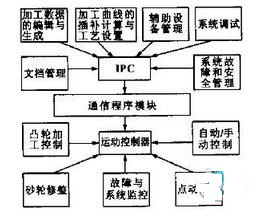
硬质合金旋转锉广泛应用于模具加工和其它钳工工作中,由于刀齿较多、形廓复杂且品种规格繁多,它的刃磨加工便成为一个难题。为解决这一问题,开发了一套基于工业控制计算机的数控系统[详情]
-
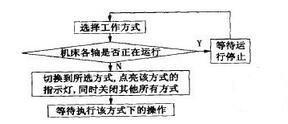
本文详细介绍了Windows环境下转塔式数控冲床监控与编程数控系统开发。系统测试和运行结果表明,该系统达到了预期的设计目标。 [详情]
-
将智能移动设备引入到车间数字化制造环境。研究了一种能够支持协同制造和系统集成的数控系统。[详情]
-
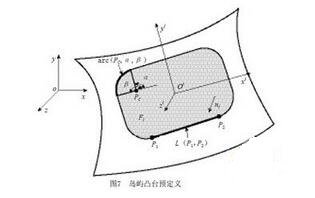
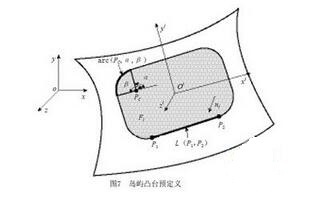
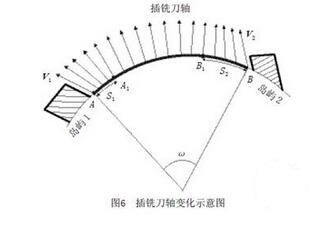
航空发动机是飞机的核心部件,而机匣是航空发动机的主要零件之一.目前航空发动机机匣多采用钛合金、高温合金等耐高温、难切削材料;结构上以回转轮毂面为主体周向分布柱状岛屿凸台,零件最薄处仅2~3mm厚,属多岛屿复杂薄壁结构件。 [详情]
-
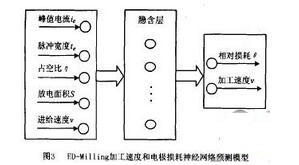
电火花铣削加工( ED - Milling) 是20世纪90年代初才发展起来的一种新型加工工艺。[详情]
-
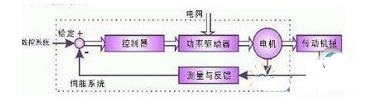
伺服系统是以机械运动的驱动设备,电动机为控制对象,以控制器为核心,以电力电子功率变换装置为执行机构,在自动控制理论的指导下组成的电气传动自动控制系统。这类系统控制电动机的转矩、转速和转角,将电能转换为机械能,实现运动机械的运动要求。 [详情]
-
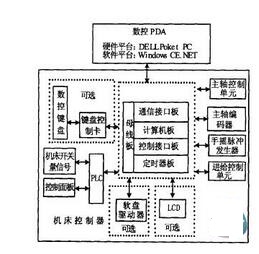
文章提出了人机协同的车间制造模式的概念,指出基于无线通信的开放式数控系统在该模式中的重要地位,阐述了这种新型数控系统的体系结构。它主要由数控PDA 和机床控制器两部分构成,它们通过蓝牙无线通信技术进行信息交换,并采用Windows CE. NET和Visual Studio . NET作为开发平台。最后讨论了在基于Windows CE. NET的数控系统中,中断控制驱动程序的数控系统开发问题。 [详情]
-

本文介绍了西门子数控系统双电动机驱动消隙功能及原理,阐述了双电动机驱动消隙功能在数控龙门镗铣床上的应用方法。 [详情]
-
轴一体结构零件是航空发动机中的关键件和重要承力件,该零件具有结构复杂、尺寸精度高、薄壁刚性差、材料难加工的特点,特别是其深腔结构敞开性极差,给切削造成极大困难。车铣复合加工数控技术以车铣复合数控机床为核心加工设备,设计最优工艺路线,配置合适的专用夹具,选型高性能的机夹刀具,采用软件设计数控程序并进行仿真,优化走刀路线、细化加工参数,以实现抗疲劳制造为最终目标的数控加工技术。 [详情]
-
本文通过制定合理的数控加工工艺方案,实现了中心承力筒的数控加工,有效保证了孔的加工精度和表面质量,提高了零件的加工效率。通过在 5 轴联动数控加工中心上实际加工,证明该数控加工工艺切实可行。 [详情]
-

随着我国科学技术的快速发展,数控技术也得到了不断的提高。数控产业的发展使得数控系统的社会需求量逐步增加。我国传统的机床控制系统一般采用硬件逻辑控制电路,不能够确保机床的可靠性。PLC控制系统不仅具有较高的可靠性和经济性,还能够适用于机床的故障诊断系统。基于这一优势,使得PLC空着系统在各类数控机床中得到了广泛的应用。本文重点论述了基于PLC的数控铣床的设计与数控系统开发的相关问题。 [详情]



