-
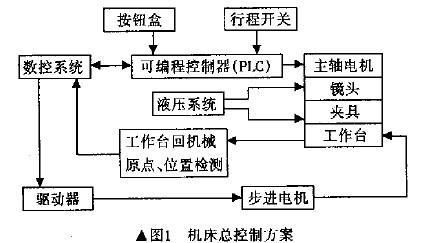
本文针对缸套精铿床在加工中存在的调整不便、柔性不足的问题,在缸套精铿专机数控化改造中应用可编程控制器(PLC)作为数控(NC)系统与机床液压系统之间的二级控制环节,设有手动和自动两种工作力一式。经使用表明,改造后的机床工作可靠、柔性高、操作力一便。[详情]
-
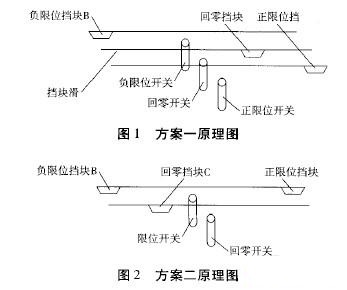
本文针对一台VMCl000数控加工中心的电气系统更换过程中出现的硬限位问题,采用PLC控制给予了解决,对机床单、双开关硬限位的原理、设计思路和处理方法进行了详细的分析和叙述,并且体现了PLC在机床控制中的通用性、可靠性和灵活性。[详情]
-

本文介绍了西门子公司的PLC在普通车床0650改造中的应用。给出了C650车床电气控翩的软、硬件设计,本系统既可以用于新型车床的开发也可以用于车床的数控改造。[详情]
-

为实现对数控钻削技术的深孔加工,介绍了一种基于PLC(可编程逻辑控制器)的数控钻床控制器。该控制器是以PLC为控制核心,融合了数控系统的深孔加工技术,用高性能的增强型单片机STCl2C5A60S2作为CPU模块来箭作PLC,且通过RS232实现PLC与PC的通信,实现了对数控钻床控制器数据的修改、显示等功能#通过PLC控制步进电机和伺服电机转动进而分别实现对孔的定位和钻削。[详情]
-

本文介绍了电机座加工线卸料机械手的结构及工作原理,概述了机械手的工作流程和液压系统,为实现机械手的功能,设计了基于松下FP1 -C24的PLC控制系统,进行了PLC输入输出端口的分配,绘制了PLC的接线图。[详情]
-
MasterCAM是美国CNC Software公司开发的基于Pc平台的CAD/CAM软件。目前在欧美等发达国家和我国沿海地区应用广泛,其应用领域主要集中在模具制造业,它在CAD方面,提供了多种造型功能,不仅有完备的二维、三维线框造型,而且有多种实用的曲面造型功能及扩展的标准几何图形的造型功能。[详情]
-

在三维CAD环境下,我们已经习惯了所谓的特征造型。利用拉伸、旋转、扫略等方法获得实体模型,而且可以通过“布尔运算”完成针对实体模型的加减运算。在CAD环境下,通过特征造型的方式,不仅获得了三维模型,更有意义的是通过对特征的赋值过程,在三维模型中,可设置与三维模型相关的全部几何参数。[详情]
-

航空工业用材料的特点是要求质量轻,在高温和低温条件下,比强度高、综合性能好、化学稳定性好。[详情]
-

计算机辅助工艺规划(CAPP)是连接计算机辅助设计(CAD)和计算机辅助制造(CAM)之间的桥梁。一个好的工艺方案除了方案可行之外,还要求优化配置其所涉及的各种制造资源(包括机床、刀具、夹具和量具等)。[详情]
-
PLC是数控机床的控制中心,机床很多执行机构的动作都是通过PLC控制指令实现的。介绍了实现数控机床安全控制功能的设计思路和设计要点,即通过修改数控机床的PMC程序设置机床自动运行的限制条件.为数控机床增加了防错功能,有效消除了因操作人员的失误导致机床与夹具、工件发生碰撞的隐患,大大提高了机床使用的安全性。[详情]
-

在工作台间工件搬移机械手结构分析的基础上。重点介绍了基于西门子S7—200PLC机械手控制系统的组成,详细叙述了对机械手软硬件控制的实现方法。[详情]
-
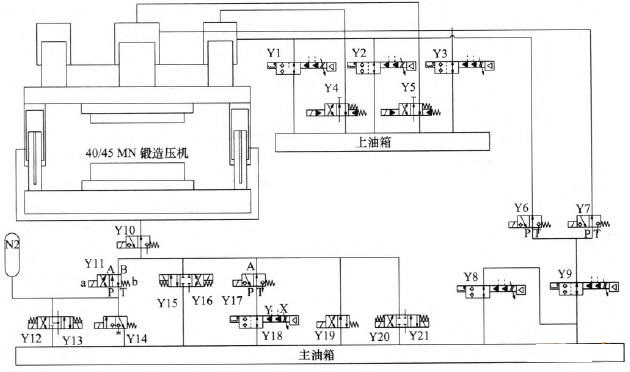
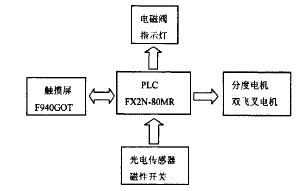
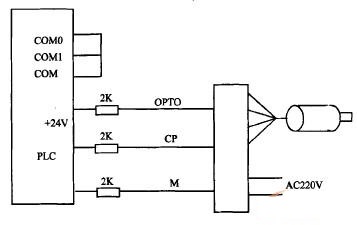
快速锻造压机由于滑块运动速度高,阀组切换快速且频繁,具有速度快、锻件精度高及自动化程度高等特点。该文介绍了45 MN快速锻造压机的液压系统的设计,系统主要采用高频响比例插装阀构成,并进行了较全面的快锻PLC控制方案设计,通过STEP7软件配置硬件组态和编程。该系统已应用于实际生产,完全满足工艺要求,表明PLC快锻控制方案可以达到液压系统的要求。[详情]
-
本文踪国际绕线机技术发展趋势,利用交流伺服电机作为绕线及分度的动力,再配合PLC和彩色液晶显示屏,实现绕线工艺柔性化、用户操作简单、修改工艺参数更方便、生产效率更高。[详情]
-

本文对一种工业应用及可用于教学实践的五自由度气动机械手的组成、特点、动作顺序及其气动回路、控制回路进行了研究,为同类设计提供参考。[详情]
-
本文针对现有针布机控制系统,提出一种利用可编程控制器PLC控制执行元件的方案。该方案选用OMRON公司生产的CPM2A型PLC作为控制系统的核心,采用气缸和步进电机作为执行元件,摒弃了传统的凸轮结构。在本文中给出了控制系统硬件组成,程序流程图和输入,输出接线图。可编程控制器PLC替代了继电器逻辑控制系统,提高了自动针布机控制系统的可靠性和稳定性。[详情]



