-
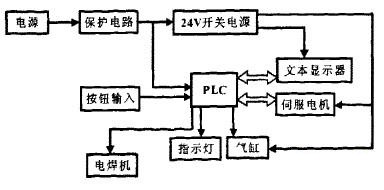
本文介绍基于PLC控裁的伺服电机系统褒密封垫圈绕制串的应用,阐述了密封垫圈绕制系统中PLC控翩的设计,讨论了系统硬件和软件设计,包括电气线路设计、软件编程设计、文本通讯、PLC控制伺服电机定位和电焊机工作的设计。[详情]
-
本文介绍了采用小型PLC、触摸屏、步进系统组成剪床的数控系统,并提供了在应用中所遇到的硬件接口数据及软件流程等。[详情]
-
西门子PLC S7-300在基于SINUMERIK840D系统的全数控凸轮轴磨床保护中的应用
本文介绍了在采用SINUMERIK 840D系统的全数控凸轮轴磨床中应用PLC S7-300通过NC变量选择器读取NCK中数据 并对数据进行判断处理以实现手动 JOG 状态下操作的保护[详情]
-

螺旋锥齿轮加工过程的数控软件设计是数控铣齿机设计成胶的关健。丈章研究了缘旋锥齿轮在万能杭齿机和数拉铣齿机上加工时的切齿仿真原理并计算出它们每一步的切刘童,提出了一种通过比较两种枕齿机上的切削量来判断件是否正确的方法。 [详情]
-

基于ARM9和MCX314AL为核心的嵌入式硬件平台,对嵌入式数控秉统软件人机界面软件的主要结构进行了介绍。并重点分析了 [详情]
-

本文介绍了某型号发动机电控中间体内部内台阶端面在车床上加工的反拉工艺,分析研究某些零件无法直接下刀或使用反锪刀锪窝的一种简易加工工艺方法.解决了复杂箱体类零件内台阶平面难加工问题。 [详情]
-
基于实现生产过程的智能化管理与控制以厦提高铝挤压制品的质量和产量的目的.结合27.5MN的铝挤压机的生产工艺,采用了SIEMENS S7—400系列PLC的控制系统。着重阐述该类型PLC在自控系统中的硬件构成,控制对象、程序设计以厦工艺流程。对编码器控制、泵起停控制的语句表程序作了详细介绍。谊控制系统实现了设备的连锁启停、回路调节,报警等一系列功能。对于'-3前越来越庞大和复杂的自动化控制系统是一种非常好的解决方案。[详情]
-

弯管机是现代工业中的必要设备,应用极其广泛,特别是在交通运输工具方面,因此,对其的使用性能也有了更高的要求,经常要求其要有更大的突破,与以往相比。社会经济的的发展迅速,需要更多形状的金属管,老式的弯管机难以适应社会的发展要求了。[详情]
-

本文阐述了对C5235双柱立式车床进行数控改遣的理由及方案,介绍了PLC应用于车床数控系统的控制原理、编程结构,以及车床改造后的效果。[详情]
-
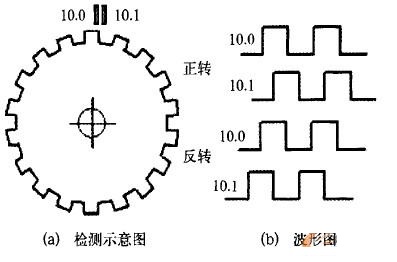
本文针对常规机械运动旋转量检测中存在的问题,提出了一种用接近开关通过87-200 PLC编程,实现对机械的转速与旋转方向进行检测的方法;由于采用PLC程序实现检测,编程简单,方法可靠,对检测设备要求不高,利用机械自身的齿轮配合接近开关即可实现;通过对C650-2型车床的PLC改造,证明了该方法的有效性。[详情]
-

本文各程序所举的例子均是生产中的零件(或零件的一部分)。程序虽然是在三菱系统数控铣床上运行的,但这种编程思路对于其他数控系统也有一定的借鉴意义。 [详情]
-

本文针对SIEMENS 802D sl数控系统的数据接口及伺服刀架机构的特点,分析总结出在数控机床中用NC-PLC实现伺服刀架控制的原理及方法,[详情]
-
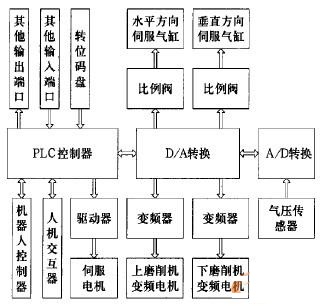
本文介绍了一种用于机器人砂带膳削系统的二维瞎削力控制砂带唐削机睐。阐述了系统的组成及其工作原理。根据系统控制要求,设计了以PLC为控制核心的气动、电啦制系统的硬件回路驶软件编程。为了提高系统可靠性,采取了软硬件抗干扰措施。[详情]
-

本文分析火焰切割机的工艺特点,论述了系统功能的设计原则.在此基础上设计火焰切割机开放式数控系统的数控软件能,划分功能模块并描述其层次结构。 [详情]
-

基于Solidworks与Mastercam的CAM应用初探
Solidworks软件是达索旗下Solidworks公司的产品,是目前使用较多的3D设计软件之一。Solidworks软件具有强大的三维造型功能,其操作界面具有简单、友好和易用的优点。[详情]



