-
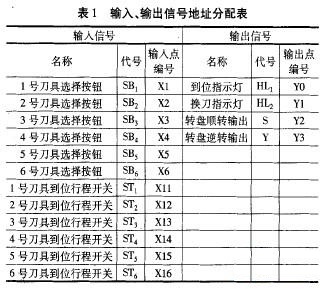
本文介绍了利用三菱Fx2N系列PLC对数控加工中心刀具库选择的控制,阐述了控制方案,同时根据数控加工中心刀具库选择的控制要求和特点,确定PLC的输入输出分配,设计出梯形图并进行现场调试。[详情]
-
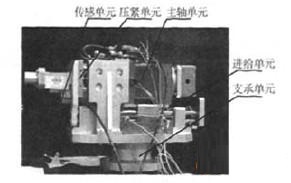
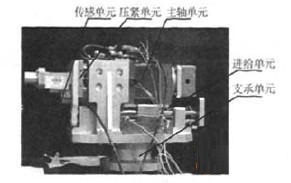
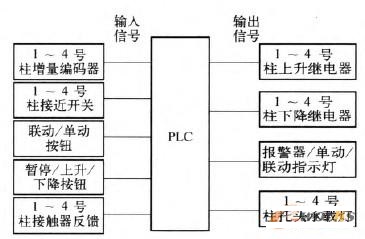
本文针对应用于飞机铝合金、钛合金以及叠层部件自动制空机器人制空执行器,基于开发了一套机器人制孔执行器控制系统。根据需要完成的工作任务的要求和特,氛,详细分析和设计了控制系统的总体框架、硬件模块、软件模块以及上位机界面模块。现场测试证明,该控制系统操作方便、性能稳定、能够极大提高飞机部件的制孔效率和装配质量。[详情]
-
本文针对生产实践中数控机床PLC常见故障的发生,本文从PLC故障的表现形式来分析数控系统的故障、阐述了PLC故障产生的形式,提出了PLC故障诊断方法。实践证明这些方法大大提高了维修效率。[详情]
-

线切割在机械加工中运用越来越广泛,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度,文章介绍了HF数控控制软件的特点及在线切割加工应用的实例,采用HF数控软件作为线切割的操控系统,在生产实际运用中操作简便,加工功能强大,在生产实际中还可解决各种型面的复杂加工。 [详情]
-

一般来说,CAXA制造工程师是我国国产的一种CAD/CAM软件,此软件能有效实现曲面实体的结合,它对于三维零件设计以及相关分析都是很有效的,其具备的功能也比较实用,比如比较好的实体造型,模具设计功能等。 [详情]
-
基于触摸式文本控制器与PLC 200设计出的架车机电气控制系统。硬件方面主要阐述了架车机控制系统的设计流程;软件主要介绍了架车机控制程序的设计思路,罗列出部分信号采集的梯形图。系统柔性度较高,更加安全可靠,可用于新型架车机控制系统的开发。[详情]
-
分模是模具结构设计的前提和基础,是模具设计和制造的关键步骤,对塑模开发的成功与否起着决定性的作用。目前利用CAD/CAM软件进行模具设计已经越来越广泛,市场上的CAD/CAM软件也是各具特色。[详情]
-

随着加工中心在机械制造行业的大规模应用,人们逐渐认识到一个智能、高效、便捷的刀具管理功能可以显著地节约生产成本,提高生产效率。[详情]
-
叶片是汽轮机、燃汽机、水轮机、透平膨胀机、风机、涡轮机等机械中承载最大的零件之一,其品种类型多样、结构形状复杂、质量要求严格。[详情]
-

在钢管生产过程中,需要对不同长度范围的钢管进行分选,通过运用由光电传感器、编码器、运输辊道、翻板机、过钢台架、接近开关组成的钢管自动分选生产线,可较好的解决这一问题。在该系统中,采用西门子PLC控制运输辊道和翻板机将一定长度范围内的钢管放置在相应的料筐内,实现了钢管的自动分选,并使分选准确率达到100%。[详情]
-

本文主要阐述了永宏PLC在两轴数控批花机上的应用,该设备适用于手机外壳、铭牌、铜铝制品精密批花加工;通过现场反复调试,该设备的加工精度可以达到±1um。[详情]
-

软PLC是一种基于PC机的新的自动控制技术,与传统的PLC控制方式相比,它不仅能够实现硬PLC的所有功能,而且它遵循IEC61131-3编程标准,为用户提供了更多的开放性,本文通过介绍使用德国3S公司的软PLC产品CoDeSys在注塑机控制系统设计中的应用,为传统控制系统的改造提供一种全新的控制方案。[详情]
-
本文设计了基于交流伺服驱动和Modbus通信协议的数控排钻PLC控制系统。采用一体化PC机作上位机,利用VB编程的人机界面实现基于Modbus协议的PLC通信,完成交流伺服电机的精确定位控制:采用防碰撞算法解决了多台伺服电机定位过程中可能发生碰撞的问题。经现场调试,该系统达到了满意的定位控制效果。 [详情]
-

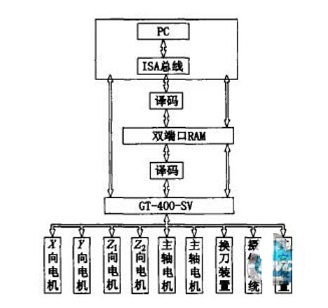
本文介绍了开放式数控系统的特征以及比较了当前开发开放式数控系统的几种模式;结合对印刷线路板(PCB)加工的要求,采用NC嵌入IPC模式建立了基于GT-SV-400运动控制卡和IPC机的硬件开放结构,以Windows 2000操作系统为软件平台,构建了数控系统软件的体系结构,并且采用Visual C++6.0面向对象编程语言,以模块化设计方法设计了印刷线路板数控钻铣床控制软件,给出了部分模块的参数定义。 [详情]
-

本文提出了一种用FPGA实现数控系统内置式PLC的方法。通过在FPGA内部实现PLC逻辑。并提供能够编译PLC指令的编译器。实现了数控系统对通用PLC编程语言的支持。所述方法在基于ARM+FPGA的数控系统上得到了实现。 [详情]



