-
数控机床设备的核心是控制系统,而计算机数控系统作为控制系统的基础设备,己成为当今制造业的一个不可缺少的组成部分。[详情]
-
随着数控技术的进步,数控雕刻机的需求越来越大。本文主要介绍一种用于陶瓷生产的五轴联动雕刻机的设计与应用.该雕刻机采用基于PC机的开放式数控系统,利用软件插补的方式驱动各个轴的步进电机联动,能够在陶瓷坯上进行回转曲面浮雕加工,取代了传统的手工劳动,而且实现标准化、规模化生产,对陶瓷行业有着重要意义。 [详情]
-

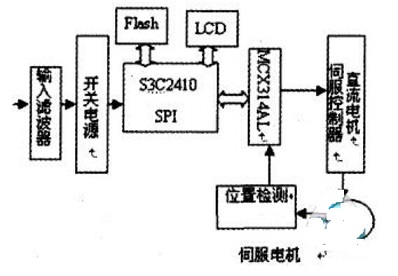
基于ARM9和MCX314AL为核心的嵌入式硬件平台,对嵌入式数控秉统软件人机界面软件的主要结构进行了介绍。并重点分析了 [详情]
-

为了满足数控机床系统中PLC梯形图向指令表转换的要求,将梯形图的构成形式分成母线、环、半环、环母线等结构元素,利用这些结构元素检验梯形图的合法性,分析梯形图和指令表之间的关系,设计梯形图向指令表快速转换的算法。应用实例表明:该算法效率高,实时性好,能满足数控机床系统的要求。 [详情]
-
本文介绍了飞扬CO数控系统使用符合IEC 1131-3标准的OpenPCS Infoteam软件,采用StructureText(结构文本,简称ST语言)语言进行电主轴润滑PLC程序和电气接线切换PLC程序的编写方法。 [详情]
-
本文针对单核处理器平台上数控系统提升性能和扩展功能方面存在的问题,研究了双核处理器平台上数控系统软件设计的一些理论问题。[详情]
-

本文以LGCNC数控系统为开发平台,以日本FANUC系统的PMC指令为描述语A,讲述了一种嵌入式PLC组件的设计与实现方法,为准柔性生产设备的生产奠定了坚实的基础,同时为不同数控系统的PLC模块提供了一个统一的编程组件。 [详情]
-
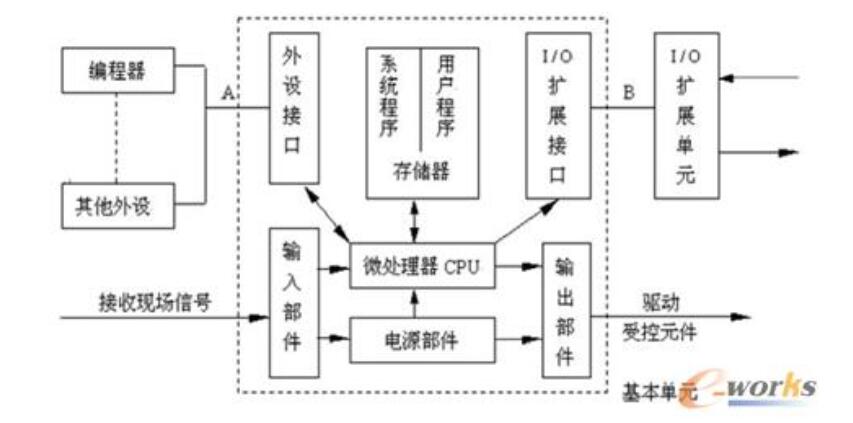
从数控技术产生并应用至今,数控系统经历了从专用封闭式体系向开放式模块化结构的发展过程,其辅助控制功能由可编程逻辑控制器来实现,而传统PLC并不能满足开放式数控系统的需求。因此,基于PLC机的采用软件实现控制功能的软PLC技术出现并不断发展起来。本文首先介绍了PLC的概念及特点,之后讲述了PLC结构与工作原理,然后叙述了开放式数控系统对软PLC需求,最后详细介绍了软件PLC的开发运行系统。 [详情]
-
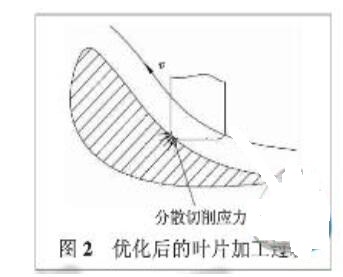
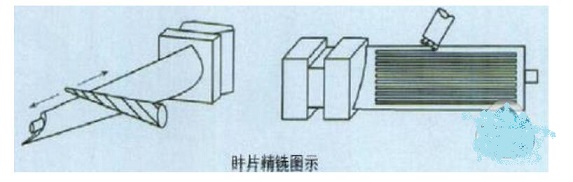
大涵道比涡扇发动机风扇叶片,在长度尺寸方面基本都达到了500mm以上,这种大型化的结构特点使其工作中承受的离心力和振动应力都非常大,因此也成为大型涡扇发动机上具有非常重要意义的零件.目前,很多涡扇发动机仍然采用技术比较成熟的钛合金阻尼台风扇叶片,这种叶片型面所呈现的狭长结构使其在盆背方向薄壁结构形式下的弱刚性特点更加突出.[详情]
-

本文分析了三菱数控伺服驱动控制原理及相关伺服参数作用与关系,阐述了伺服驱动参数调整要领及相关伺服驱动参数设定与调整方法。实践证明,通过对伺服驱动参数的最佳化调整,解决了铣面光洁度差、加T面有刀痕等问题。 [详情]
-

数控软件经过拓展后,计算并调整刀具的几何参数,通过计算机三维模拟,找出最佳的加工程序,加工出合格的后球头刃铣刀产品。 [详情]
-
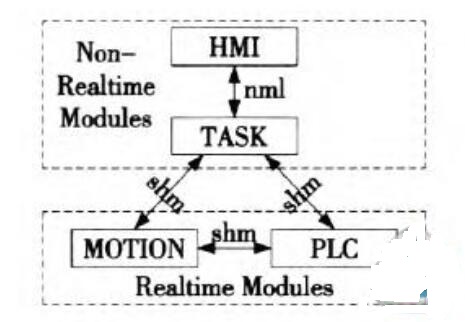
本文介绍了国内外开放式数控系统的研究现状,}同述了RT-Linux操作系统的系统框架和原理,重点讨论了基于RT-Linux的开放式数控系统的软件体系结构。 [详情]
-

本文介绍一种基于OMRON高端PLC的磨削数控系统,所配备的位置控制单元(PCU)可以控制两轴联动,人机界面(PT)可以根据操作需要灵活设计并实现触摸方式操作,还可通过DeviceNet、Controller L ink和TCP/IP协议单元进行多层次的网络互连。该数控系统已经在3MZ2120磨床数控技术改造中获得成功应用。[详情]
-

我国大多数机床主电路采用的是继电器控制,近10 年来,随着PLC 价格的不断降低和用户需求的不断扩大,越来越多的中小设备开始采用PLC 进行控制。[详情]
-

本文针对多关节工业机械手的比例和开关控制。以PLC作为其控制器,通过无线数传模块进行数据传输,实现远程无线遥控操作。手持操作器采用16位单片机,对检测到的按钮和摇杆操作进行数据编码后通过无线的方式发送至PLC,PLC对其解码后获得指令实现对机械手各关节运动的控制。该方案成本低,具有良好的通用性和可扩展性。[详情]



