-
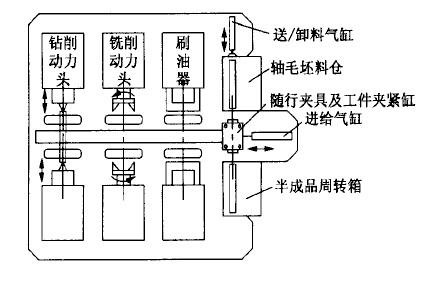
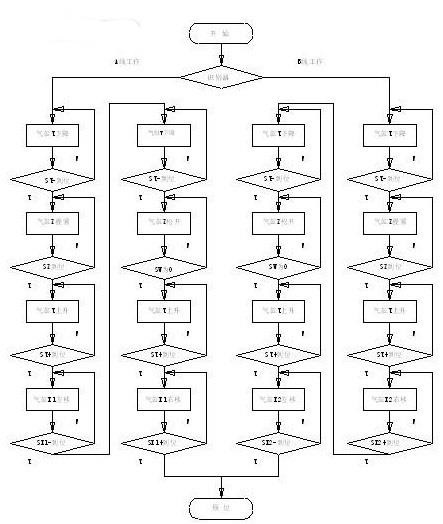
文章在分析轴类零件传统加工工艺的基础上,推出了一种基于PLC控制的轴加工组合机床,阐述了其机械结构与控制系统,该机床将铣削动力头、钻削动力头和刷油器对称直线布置,采用气缸实现工件的装卸与各工位的往复循环,该组合机床各功能部件对称直线布置的这一结构特点,为其结构的简化与功能的柔性化奠定了良好的基础,是一款加工轴类及箱体类工件的经济实用型专用设备。[详情]
-
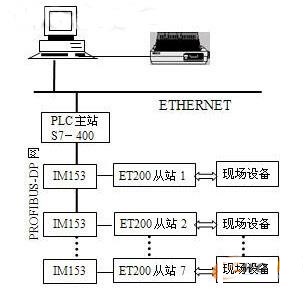
基于PROFIBUS-DP的钢铁造型生产线PLC控制系统设计
本文介绍了某钢铁厂造型生产线PLC控制系统技术改造方案,本系统采用PROFIBUS-DP过程现场总线技术实现主站与从站的数据交换和分布式控制功能,通过上位机进行集中控制,完成可视化人机操作界面、通信、联网等功能。该方案适用于其它工业控制系统。[详情]
-

本文通过对自动生产线上2种工件进行自动分选,对自动分选装置动作过程进行分析,按实际工况要求,设计出自动控制系统。阐述系统中各软硬件的配置,及系统中顺序控制智能化创新设计和解决的关键问题。[详情]
-
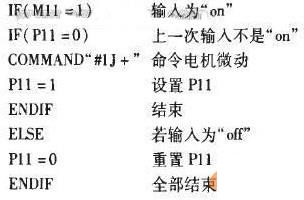
本文简要介绍PMAC运动控制器及基于PMAC的软件PLC的特点,详细介绍软件PLC中边沿触发功能的实现及应用实例。[详情]
-
基于西门子S7-200PLC控制器,研究现代加工中心随机换刀方式的实现方法,通过编程方式着重介绍刀库定位的控制过程,同时给出相应的控制流程图和梯形图程序。[详情]
-
本文介绍了西门子S7-400H可编程控制器(PLC)的结构和工作原理,以及在石化装置应用过程中的故障分析和相应的处理方法。[详情]
-
本文以Supfina公司生产的双轴平面磨床为例,在详细的叙述该机床的结构和工艺流程的基础上,介绍S7-300 PLC应用技术。[详情]
-
目前,在我国冶金行业中,大多数三相电弧冶炼电炉是靠人工凋整电弧电流进行控制的。由于电弧炉的非线性、大滞后、强耦合、时变及随机干扰较强等难点[详情]
-

采用可编程控制器(PLC)对T7040 金刚镗床的电气系统进行技术改造,设计了机床主电路图、PLC 的I/O 接线图,并根据产品加工工艺,绘制了梯形图程序。改造后的T7040 金刚镗床在实际生产中运行平稳,生产效率大大提高。[详情]
-

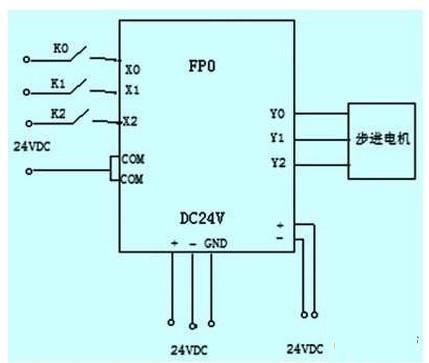
本文提出的应用PLC控制步进电机实现数控系统点位控制功能的方法能满足控制要求,在实际运行中是切实可行的。所研制的控制系统具有程序设计思路清晰、硬件电路简单实用、可靠性高、抗干扰能力强,具有良好的性能价格比等显著优点,其软硬件的设计思路可应用于工矿企业的相关机床改造。[详情]
-
本文介绍了一种高精度定尺剪切控制系统,该系统仅需一台PLC控制,它结构简单、造价低廉、运行可靠、生产率高,特别适用于以金属薄板为原材料、剪切长度更换频繁和精度要求高、剪切批量大的企业。[详情]
-

本文以 PLC 为控制核心,通过与变频器、传感器、数码显示和驱动装置构成灵活、安全、可靠、先进的电镀生产线行车控制系统,大大地提高了电镀生产线的自动化程度和生产效率。[详情]
-
本文介绍了触摸屏结合PLC在压铸机控制系统中的应用,并对该控制系统中的触摸屏页面设计和PLC的原理及作用进行了分析。[详情]
-

随着计算机技术的不断发展,PLC控制技术也越来越成熟。在传统的淬火机床中,采用的是继电器控制的方式,由于这种技术本身存在很多的缺点,导致机床的可靠性以及安全性有所降低,淬火机床经常出现故障。本文根据PLC控制技术的特点,具体阐述了在液压淬火机床上的应用。[详情]
-

半精镗专用机床是加工汽车连杆的专用设备,自动化程度和设备运行可靠性要求较高,将PLC的高可靠性和程序编制的柔性运用于专用机床电控系统的设计,极大提高了镗床系统的可靠性和镗床的工作效率,减少了维修、维护的工作量,提高发动机及汽车的性能指标.本文详细介绍半精镗专用机床的PLC控制系统,其中包括可编程控制器的机型选择、输入/输出地址分配、可编程控制器梯形图程序设计;并指出应注意的一些问题。[详情]



