-
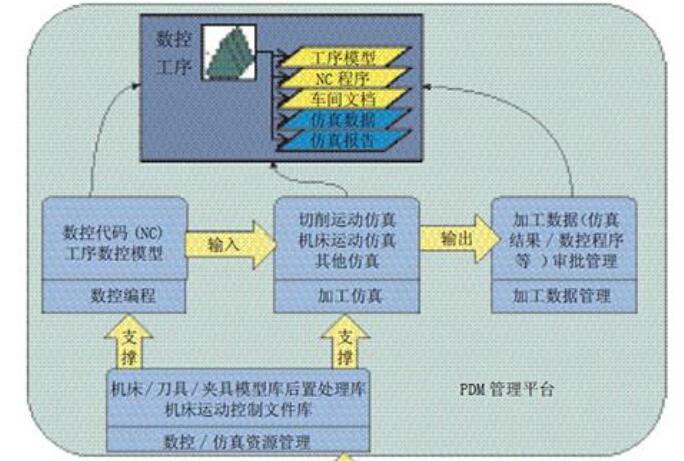
MBD全信息模型表达的工序模型(几何实体、标注内容和工艺属性信息)可以作为数控加工工艺准备唯一数据源,工艺设计、工装设计、数控编程、加工仿真等应用重用一个MBD模型数据源[详情]
-

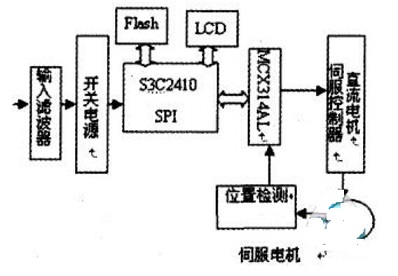
本文详细介绍了KT600数控系统的硬件、软件构成与功能。给出了使用光纤数字伺服总线数控系统的整体结构。 [详情]
-

并联数控装备的最大特点在于其结构简单而控制复杂,且不同构型的并联机构逆解方程和结构参数不尽相同,这对控制系统的灵活性和开放性提出了更高要求。由于在控制原理上存在较大差异,基于串联机构设计的传统数控系统无法直接应用于并联机床这类独特的场合。[详情]
-

本文分析了我国目前数控改造的发展趋势,介绍了DSP和单片机的特点及其在数控系统中的应用,提出了一种基于DSP和单片机的数控系统方案,实用表明该方案可行,该控制系统具有良好的工作性能,即可用于普通机床的数控改造,又可用于构成数控机床产品。 [详情]
-

叶轮作为流体压缩机中的核心零件,其数控加工质量直接决定其寿命、工作效率、工作成本等,本文以hypermill 作为构架研究数控数控加工解决方案。[详情]
-

本文以开放式数控系统为依托.基于计算机和InterBus工业总线。重点研究英特马达开放式三坐标数控铣床PLC单元与CNC单元的硬件集成、信息交互及逻辑控制程序设计中的关键技术。 [详情]
-

本文根据以西门子840D数控系统为基础的数控轧辊磨床特点和用户落求,按照模块化的软件设计思想,利用Visual Basic6.0、Visual C++与西门子开发环境OEM相结合开发了轧辊磨床数控系统应用软件,介绍了该应用软件的工作目标、结构体系、功能模块划分、功能模块通讯配置换方法和部分模块的实际应用及实现。 [详情]
-

本文介绍了在FANUC-0i数控系统中速度倍率修调信号的定义与接口信号;介绍了PLC 编程指令(CODB)、二进制旋转编码开关和设置转换数据表实现数控机床速度修调的方法。通过实例具体进行了讲解,说明采用该方法能够根据实际要求对机床面板进行定制和设计,使得FANUC 系统的功能得以充分的利用。 [详情]
-

本文提出在交流伺服系统软件中,对内置逻辑功能模块和NC指令模块采用整数运算以提高处理速度,使其与底层控制程序同周期执行。[详情]
-

文章着重阐述了发那科、西门子、华中三种不同类型的数控系统,在PLC编程中各自的特点、区别及部分应用举例。 [详情]
-

以数控伺服进给控制器为研究对象,采用在全论域范围内带有自调整模糊规则因子和模糊比例因子的自适应控制策略,提出一种可提高数控伺服进给系统动态性能的智能Fuzzy PID双模控制器设计方法。仿真分析证明该方法在不同的工作状态下,根据不同的响应阶段的动态性能要求在线自动调整控制器的控制参数和控制算法,可有效地克服传统控制算法存在的扰动、超调量大、调节时间长等缺点。Matlab软件仿真证明该控制器较常规PID、模糊控制器具有响应快、超调小、鲁棒性强和自寻优等特点。 [详情]
-
机床数控系统的参数对于数控机庄的正常运行起着非常重要的作用,由干参数在机床断电后需要电池保护,有易失性,必须及时做好数控系统参数的备份一在开发参数备份软件的过程中,必须考虑数控系统通信参数的设置和软件的实现方法、该软件利用MSComm控件实现来自机床数据的接收,通过修改软件的通信参数选项,该软件在FANUC数控系统上或通信协议相同的其他厂商的数控系统上均能正常运行,提高了该软件的通用性。 [详情]
-
在数控技术网络化、信息化、开放性发展的趋势下,针对当前基于Pc数控系统的结构和功能缺乏柔性、扩展不方便、资源利用不很充分、系统开放性不够等同题,利用嵌入式、网络与通信技术,提出了模块化、网络化嵌人式数控系统的概念和体系结构。在该体系结构的框架下,具体介绍了其硬件和软件系统平台的模块化的开发和实现过程。通过模块化的嵌入式软硬件结构设计,该系统具有资源利用更充分、结构灵活、易于扩展、具有开放架构并能更好满足网络化数字制造环境下数控加工需求的特点,且通过嵌入式Web实现了更便捷的远程控制与监测。 [详情]
-
数控机床设备的核心是控制系统,而计算机数控系统作为控制系统的基础设备,己成为当今制造业的一个不可缺少的组成部分。[详情]
-
随着数控技术的进步,数控雕刻机的需求越来越大。本文主要介绍一种用于陶瓷生产的五轴联动雕刻机的设计与应用.该雕刻机采用基于PC机的开放式数控系统,利用软件插补的方式驱动各个轴的步进电机联动,能够在陶瓷坯上进行回转曲面浮雕加工,取代了传统的手工劳动,而且实现标准化、规模化生产,对陶瓷行业有着重要意义。 [详情]



