-

采用FAGOR CNC8070数控系统对2MZK7150全自动可转位刀片周边磨床进行摆动磨削控制,从摆动磨削的工艺流程、CNC侧的参数设置、PLC编程、NC编程4个方面阐述了摆动磨削的方法。实践证明。该系统简便、可靠地实现了砂轮摆动磨削功能。而且改善了磨削刀片周边的表面粗糙度和直线度。与传统实现摆动功能的方法相比较,该方法大大提高了刀片磨床的柔性、简化了机床的机械结构。具有系统编程简单、精度高、参数调整简单方便、运行稳定可靠等特点。有很好的实用价值。 [详情]
-

在对开放式数控系统的功能要求的分析基础上,对系统的硬件和软件进行了合理的功能配置。并由此进行了基于ARM勺开放式数控系统的总体设计;详细介绍了系统的原理与构成;根据系统微型化、高性能、低成本、便携性的要求,在系统硬件设计时,选用了低功耗、高性能、成本低的微处理器,选用开放源代码的uCiinux作为实时操作系统,构成了简单易学易操作的开放式数控系统。 [详情]
-

本文介绍了数控系统,通过分析半自动提速铁路轴承内、外滚道超精机的控制系统,得出了数控程序NC和逻辑控制程序PLC之间联络的一种简单、实用方法。 [详情]
-
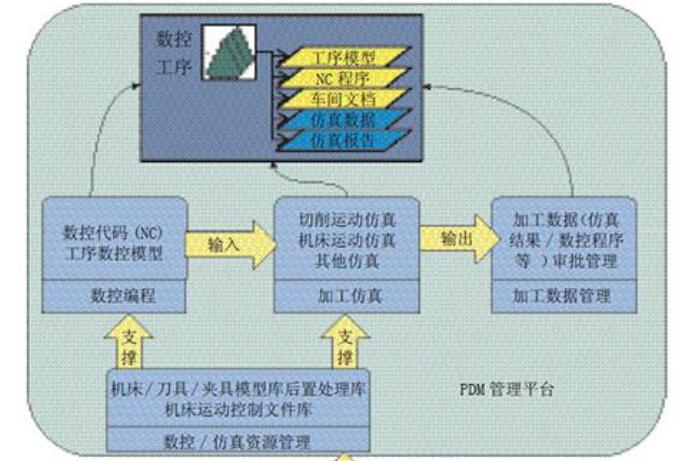
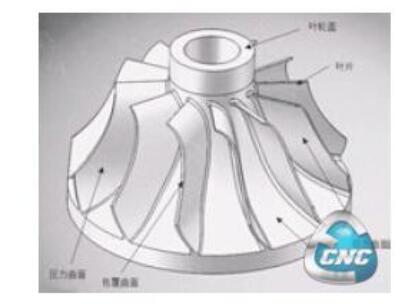
文章以T35龙门五轴联动加工中心为例,详细介绍了在NX7.5中对大型龙门结构的数控五轴加工中心机床的切削仿真加工系统进行开发的方法与过程,开发了T35在NXNX7.5中的碰撞仿真加工系统。 [详情]
-
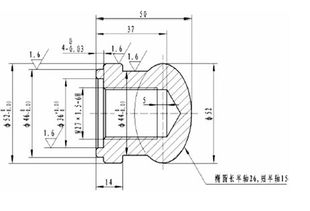
一种凸轮轴的零件,主要构成要素包括椭圆面、双曲面、阿基米德螺旋面、圆锥面、圆环面以及半球面等,利用自动编程软件编程,造型复杂、费时。生成的程序长,优化困难,不易检查、修改。在分析零件图纸和相关计算的基础上,利用华中世纪星HNC-21M数控系统提供的宏程序功能,快速、便捷地完成了加工编程,生成的程序短,易检查、修改,圆满完成了整个零件的加工。在自动编程软件盛行的今天,对于满足函数关系的零件曲面的编程,宏程序仍有其独特的优越性。 [详情]
-

主轴伺服驱动技术作为数控机床的关键技术之一,在国内外受到普遍关注。本文在传统直接转矩控制的基础上,结合模糊控制技术与空间矢量调制技术,重点研究了基于模糊空间矢量调制(SVM)的异步电动机直接转矩控制系统。然后在MatIab/simuIink环境下建立了传统的基于圆形磁链的直接转矩系统仿真模型和基于改进的模糊SVM直接转矩控制系统仿真模型,对模型进行了分析,取得了较好的效果。 [详情]
-

数控系统中采用双端RAM实现了DSP与主控制器之间的高速重复不需握手的数据通信。根据双端RAM的通信功能、数据格式及内存地址分布设计出模块化数控软件,主要包括:手动编程模块、程序下载模块、参数设置模块、手动调整模块、自动加工模块等。 [详情]
-

文章在对CNC 系统进行面向对象分析的基础上,建立了以PC 机作为上位机、DSP 运动控制器作为下位机的主从式数控系统。以C ++ BUILDER为开发工具,采用模块化结构设计,体现了数控系统开放性的基本思想。 [详情]
-
五轴加工中由于旋转运动的影响,会产生非线性误差.文章介绍了5轴数控加工中RTCP/RPCP补偿功能,系统阐述了以FAGOR为代表的数控系统升级改造过程,通过数控系统的改造升级使其具备RPCP功能。以典型零件加工实例,验证改造方案的合理性,并通过与非RPCP功能在加工流程、加工精度和效率方面的对比,证明改造后具备RPCP功能机床性能的优越性。 [详情]
-
为增强开放式数控系统的重构能力,采用层级式有限状态机作为描述系统控制逻辑的行为模型,并给出了建模方法。为便于实施有限状态机的机制,建立了有限状态机基础类库,该类库提供了定义和修改有限状态机的接口。当系统扩充功能时,可以根据有限状态机完成对系统行为的重构。通过向三轴数控铣床系统中添加刀具的监控功能,验证了系统的行为重构能力。 [详情]
-

数控技术应用于专用设备是企业发展的一个创新,对企业、社会的发展起到了推动作用,提高了企业的制造能力和水平,具有很重要的现实意义。 [详情]
-

本文研究了基于标准伺服驱动组件的飞机制造数控柔性工装结构和控制系统,分析了典型柔性工装的结构布局及用途,提出采用标准化的伺服驱动组件和模块化设计技术,能够简化柔性工装结构,缩短制造周期。开发出基于现场总线和一体化伺服驱动单元技术的柔性工装数控系统,使用工业控制编程语言IEC61131-3 编写数控系统控制软件。该系统具有系统配置功能,能够满足多种结构柔性工装的控制要求。 [详情]
-

随着数控机床市场竟争的日趋激烈,越来越多的机床制造商向其产业链上游的数控系统制造商提出:数控系统应具有更大的开放性,即在具备标准数控功能的同时,提供从软件环境、通讯协议、外部接口直至系统内核的更加开放的,有利十机床制造商进行二次开发的硬件、软件配置。 [详情]
-

基于IPC+PMAC组成的上下位机模式的硬件平台和win2000、vc6. 0、Pcomm32pro 组成的软件平台,利用自行开发的多任务软件控制模块,建立了BKX-I型变轴机床的开放式数控系统。和各个任务模块之间的通讯作了阐述,对工件的具体加工、该类数控系统软件制作以及该类机床的推广和实用化有实际意义。[详情]
-
文章讲述了FANUC-15i系统的同步控制及同步控制补偿的工作原理,并具体描写了如何在实际工作中应用同步控制功能以及如何调整同步和利用同步控制补偿消除同步超差的方法。 [详情]



