-
本文通过制定合理的数控加工工艺方案,实现了中心承力筒的数控加工,有效保证了孔的加工精度和表面质量,提高了零件的加工效率。通过在 5 轴联动数控加工中心上实际加工,证明该数控加工工艺切实可行。 [详情]
-

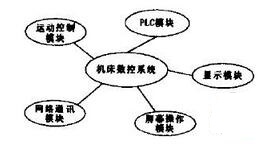
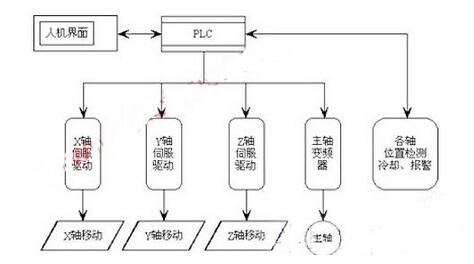
随着我国科学技术的快速发展,数控技术也得到了不断的提高。数控产业的发展使得数控系统的社会需求量逐步增加。我国传统的机床控制系统一般采用硬件逻辑控制电路,不能够确保机床的可靠性。PLC控制系统不仅具有较高的可靠性和经济性,还能够适用于机床的故障诊断系统。基于这一优势,使得PLC空着系统在各类数控机床中得到了广泛的应用。本文重点论述了基于PLC的数控铣床的设计与数控系统开发的相关问题。 [详情]
-

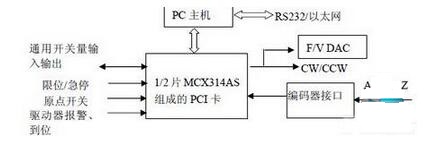
本文在探讨了开放式数控系统的开放途径的基础上, 提出了一种运行在PC 机上, 基于DSP 的完全开放的数控系统, 阐述了这种数控系统的软硬件结构及实现方法。 [详情]
-

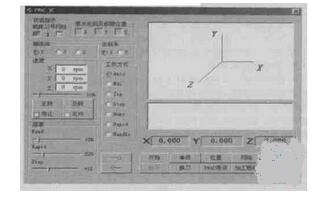
本文论述了基于PC的开放式数控系统,重点对(NC嵌入PC型开放式数控系统应用平台、(NC和PC的通讯、应用软件的编制进行了研究,这是构建(NC嵌入PC型开放式数控系统的关键问题。最后,开发了一个(NC嵌入PC型开放式数控系统实例。 [详情]
-
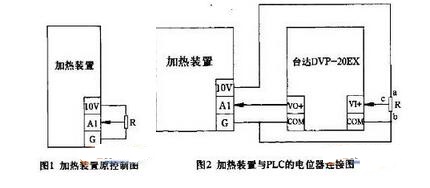
本文利用KND数控系统K1000M4i为控制软件,与台达DvP-20Ex的PLC连接,开发了一台专用四轴数控铣床,KND数控系统作为上位机,用M指令控制PLC的模拟全的处理,保证了数控系统的多任务处理能力和实时性。该系统具有开发周期短、成本低,可靠性高.实时性强等特点。符合新一代数控系统的要求。 [详情]
-
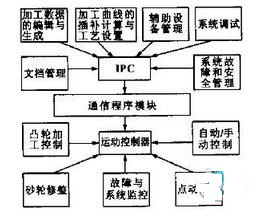
文章首先概述了数控系统的发展现状,然后介绍了PMAC 多轴运动控制器的特点,设计了一套以PMAC 为核心,工业PC 为系统支撑,运行在Windows 平台上的主从式开放式数控系统,并阐述了该系统的硬件结构和软件设计。 [详情]
-

无人干预数控加工是制造业努力追求的目标,也是黎明公司近几年开展的重点工作。本文根据零件加工实际情况结合黎明公司工作流程,从编制加工工艺开始到最终现场加工,根据不同环节的工作特点和工作内容,论述了实现无人干预加工的解决方法。 [详情]
-
我国全自动数控凸轮轴磨床加工的凸轮轴精度往往达不到要求,故凸轮轴的加工主要依靠进口设备,但进口设备售价相当昂贵。 为此,开发了一套价格适中的高性能数控凸轮磨床控制系统。 本文着重从系统的硬件组成和软件建模方面来进行分析,给出了高精度数控系统的实现方法。 [详情]
-
并联机床由于结构和工作空间极其复杂,在加工工件时经常出现各种干涉.以日本丰田工机公司的HexaM并联机床为模型,讨论了并联机床的自己干涉、机床与工件的干涉、机床与周边器械的干涉的检查方法和回避方法.提出了在不修改刀具轨迹的情况下,通过调整工件的安装位置来回避以上干涉的计算方法.最后通过实验,证明了算法对于在实际加工前检查可能出现的干涉,以及确定出无干涉的工件安装位置是非常有用的。 [详情]
-

本文在详细分析汽轮机叶片构造的基础上,对叶片的建模方法、数控的加工程序进行了阐述和研究,除此之外,笔者在充分结合自己实际工作的基础上,对汽轮机在数控机床加工技术方面的一些运用进行了详细的分析和探究,同时给出了一定的建议和意见。 [详情]
-
本文从离心压气机的叶轮五轴数控加工工艺入手,分析离心压气机的叶轮五轴数控产生的多种加工误差,并通过加工试验来探讨五轴数控加工技术的准确性、可行性。 [详情]
-
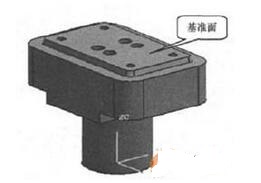
在新开发的产品中有一个型号为Q7的长条铝基台,要在上面加工两个3.71.65的平底盲孔,由于要求精度高,批量大,故无法用传统的钻模在钻床上加工,也很难在传统铣床上面加工,即使能加工效率也很低,并且设备损耗和电力损耗也很大。[详情]
-
文中介绍了基于工业PC 和专用DSP 运动控制技术的经济型网络化开放式数控系统。[详情]
-
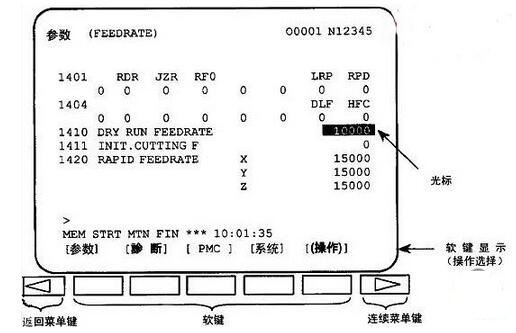
FANUC Oi-MA数控系统的参数按照数据的形式大致可分为位型和字型。其中位型又分位型和位轴型,字型又分字节型、字节轴型、字型、字轴型、双字型、双字轴型共8种。轴型参数答应参数分别设定给各个控制轴。 [详情]
-
我国开发高功能数控系统主要是采用标准数控系统产品,开发时只需要编写PMC 软件,完成逻辑控制,驱动伺服轴实现进给准确定位即可,可选数控系统有FANUC、西门子等系统,该方案的优点是CNC 核心软件及操作界面已由数控系统开发商完成,研制难度较低,缺点是数控内核对使用者是保密的,没有自主知识产权,成本较高。 [详情]



