-

随着社会的不断发展和经济的不断进步,数控系统领域相关的科学技术也在不断的发展。[详情]
-
随着现代机床加工技术的快速发展,数控加工成为现代企业应用广泛的技术,尤其是在加工特殊形状和构造的部件中,数控加工发挥了重要作用。 [详情]
-

传统数控系统的结构封闭、功能单一、开发周期长、成本高等弊端已经成为制约制造业发展的瓶颈。在详细分析开放式数控系统研究现状的基础上,借鉴了OCEAN、OSACA项目的开发经验,使用CORBA组件模型技术,建立了一个开放式数控系统,并介绍了该系统设计、实现、封装、部署的全过程。 [详情]
-
位置检测装置是数控机床的重要组成部分。在闭环、半闭环控制系统中,它的主要作用是检测位移和速度,并发出反馈信号,构成闭环或半闭环控制。本文介绍了几种常用的位置检测装置及应用,并着重介绍了感应同步器的安装。 [详情]
-
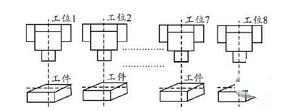
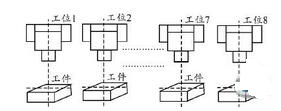
为了满足对零件进行钻孔、扩孔、攻丝等工序的加工要求,设计一款与八工位组合机床配套的数控系统。[详情]
-
近些年我国的工业生产水平有着非常大的进步,特别是印刷包装以及电子技术行业,相较于世界发达国家,在很多方面已经大大缩短差距。[详情]
-
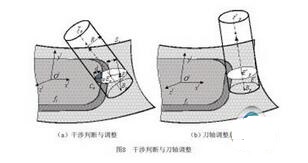
通过对链轮几何特性与精度的分析,结合数控系统的功能,研究了链轮的数控加工技术。系统地介绍了链轮的数控加工方法,重点阐述了齿廓数控加工的子程序编程与变量编程;2种方法编制的程序简练,调试运行方便,加工质量好、效率高,无需专业软件及专用刀具,易于掌握推广。 [详情]
-
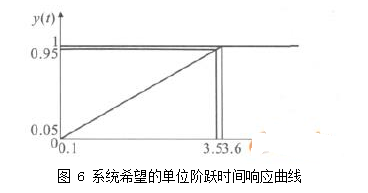
数控机床在启动、停止或切削加工过程中改变进给速度时,由于伺服驱动元件的响应频率跟不上微机插补运算所输出的进给指令信号频率,而容易产生失步或超程,直接影响加工精度。本文较为详细地分析了以步进电机或交直流伺服电机作为伺服驱动元件的开环、闭环(半闭环)控制系统中产生以上问题的原因,介绍了为解决以上矛盾所采取自动升降速处理的原理、方法和步骤。 [详情]
-
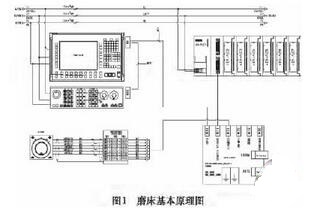
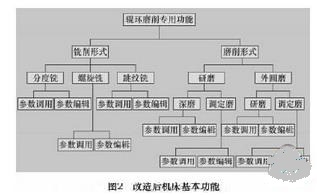
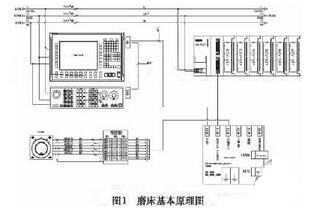
本文对辊环磨床控制系统故障现象进行了分析,根据磨床的特点和现场的运行环境、伺服电动机等条件,提出采用西门子 840Di 控制系统代替原来控制系统的改进方案。经实践证明,改造后的设备故障率明显降低,生产效率得到极大的提高。 [详情]
-
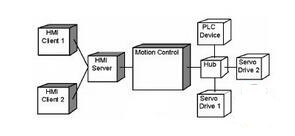
人机界面是数控系统各种应用程序的操控平台,设计一个界面简洁,操控方便的人机界面,是构建开放式数控系统的重要内容,文章通过一个采用C++Builder编程语言构建基于固高GT400运动控制器的开放式数控系统人机界面的实例,论述了界面的显示方案规划、界面设计过程及坐标运动轨迹的实时显示方法等,着重讨论了设计过程中界面与主要功能模块文件的衔接方法。[详情]
-

文介绍了高速加工中心数控系统的硬件配置要点和方法,论述了全闭环控制、龙门轴和第三方主轴的应用等关键技术,解决了第一轮开发中存在的 Y轴响应低的问题。 [详情]
-
本文建立基于差分方程的伺服驱动系统控制器数学模型,将控制器的设计和伺服驱动系统的设计融为一体,建立各部分的差分方程,找出系统输入输出在趋于稳定状态时的关系,仿真反求出满足关系的一组控制器差分方程组系数,探索出了数控木工加工中心伺服驱动系统仿真设计方法。 [详情]
-
本文利用先进的数控制造技术加工海洋平台主要构件H型钢,并针对H型钢切割的特点设计了一个界面简单、自动生成NC程序、自动计算运动轨迹的傻瓜型数控系统。结果证明该数控系统运行良好。 [详情]
-
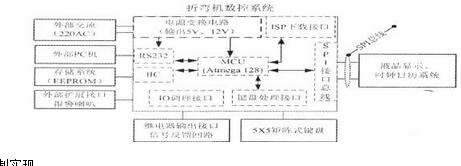
根据市场对中、低档数控系统自动化的要求,设计了基于单片机技术与普通交流三相电机进行配合的折弯机经济型多轴数控系统。[详情]
-

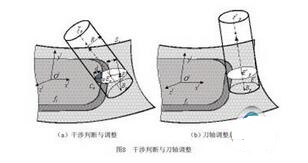
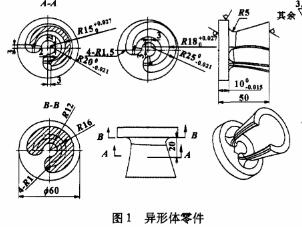
基于CAXA制造工程师2011软件平台,针对某一具体异形体零件,建立其三维模型,制定了加工策略,合理规划刀具轨迹,再导入VERICUT软件进行仿真加工,最后利用双转台五轴联动数控加工中心,一次装夹完成了全部加工,经检测完全满足图纸要求,从而进一步体现了五轴联动数控加工中心在实际加工中的优势。 [详情]



