-

文章通过一个典型零件的车铣加工,介绍了英国DELCAM公司PartMaker专业编程软件的同步加工方法,加工过程表明运用这一方法可以缩短近40%的工时,进一步提升了产品加工效率,降低了生产成本,同时,也大大提高了设备的利用率。 [详情]
-
随着市场经济的发展,企业竞争愈发激烈,要求企业必须缩短产品的开发周期、降低开发成本、提高产品质量,实现新产品的快速开发。企业要实现这一目标,必须改进传统的产品设计方法,掌握计算机应用技术并应用于产品开发、制造,才能够掌握市场的主动。 [详情]
-

本文给出了Windows保护模式下拦截硬中断的方法,在此基础上提出了Windows平台上开发数控系统软件的基本思路,对于前后台式数控软件产品的更新具有实用参考价值。 [详情]
-

CAXA制造工程师是一款集CAD/CAM功能于一体的软件,本文结合该软件自动编程的4个步骤,提出了奔驰车标零件的加工方案。详细介绍了基于2013R2版环境下,该零件的设计与制造过程,重点研究了奔驰车标CAD几何造型、生成刀具轨迹、后置设置、生成机床代码等。简要介绍了验证数控编制程序的方法,其为一种基于仿真软件下的虚拟机床加工。研究表明,依据CAD/CAM编程过程,可实现复杂零件的自动编程,为初学CAD/CAM软件的人员提供了参考。 [详情]
-
宏程序在数控加工中得到了广泛的应用,以华中世纪星HNC-21T数控系统为例,介绍了宏程序与粗车复合循环指令G71相结合车削椭圆的两种方法,由此可以推广到其它诸如抛物线、双曲线等非圆方程曲线的加工。 [详情]
-
本文以一个典型叶轮加工的案例详细介绍了PowerMILL软件在叶轮四轴加工中的应用,利用该软件可以以形象直观的方式实现对叶轮零件的编程,可以将过切与干涉等不安全因素消除在机床加工之前,对于保证NC程序的正确性具有重要意义,为广大用户编制四轴程序提供了尽可能多的经验和参考。 [详情]
-

本文介绍了三轴数控铣削加工的走刀方式和进刀方式。 [详情]
-

文章以数控铣削中最常用的自动编程软件NX为例,介绍了三轴数控铣削加工的进刀方式与应用,并对不同类型的进刀方式如何选择作了针对性的说明和总结,通过分析NX中各种进刀方式的缺点和优点,使其在实际编程加工中可以提高加工效率和质量并使刀具的寿命延长。 [详情]
-

在数控铣床或数控加工中心中,由于数控系统有刀具补偿功能,可按工件轮廓尺寸进行程序编制。建立、执行刀补后,数控系统会自动计算,刀位点自动调整到刀具运动轨迹上。直接利用工件尺寸编制加工程序,刀具磨损时可重磨刀片(此时需根据实际情况适当调整刀具补偿值)或更换刀具,而加工程序不变,因此使用简单、方便。 [详情]
-

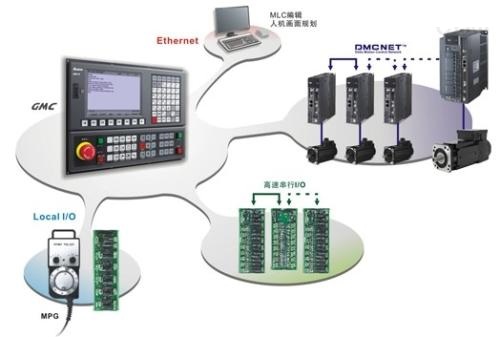
OEM软件是为设计人员提供的进行人机界面二次开发的工具。设计人员可根据用户需求设计出功能灵活多样,画面丰富的应用程序。因此它应当在专用机床,专用控制系统中有着广泛的应用空间。 [详情]
-
一个完善的PLC程序不仅能使机床正常运行,还要让人看起来一目了然,既为自己调试提供方便,还能帮助维修人员查找故障和分析原因。下面就XH756B系列卧式加工中心配SIEMENS802D数控系统时,在自动换刀过程中机械手的编程技巧作一介绍。 [详情]
-
本文阐述了整体叶盘在数控加工过程中,刀具与通道约束面之间易发生干涉碰撞。为解决这一问题,本文分析了整体叶盘通道的特点,在此基础上基于UG二次开发评估叶片弯扭度,计算通道宽度、深度尺寸参数,分析结果为整体叶盘通道数控加工刀具选择与加工工艺制定提供了参考依据。 [详情]
-

简单来说,Mirai的驱动方式就是通过氢与氧在燃料电池堆发生反应,产生出电能来带动电动机,最终驱动车辆行驶。听起来似乎很简单?相信你在了解这套系统的各部分构成后就不会这么想了。[详情]
-
基于CAD/CAM的数控加工技术在吹风机外壳塑料模具制造中的应用
本文绍了利用DELCAM软件编制吹风机外壳模具数控加工程序的过程,分析了该模具型芯的加工工艺,对其数控加工中的难点进行了详细的分析,并探讨了DELCAM软件中POWERMILL模组的应用。 [详情]
-

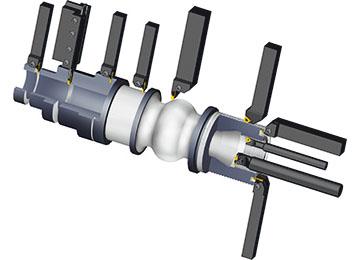
本文通过分析弯脖长轴的结构特点,针对其研究了一种新型的机床夹具。介绍了夹具的组成与工作原理,分析了夹具的力学特点。该夹具能有效地实现了弯脖长轴的夹紧定位,满足数控机床的加工工艺要求。 [详情]



