-
本文针对单核处理器平台上数控系统提升性能和扩展功能方面存在的问题,研究了双核处理器平台上数控系统软件设计的一些理论问题。[详情]
-

本文以LGCNC数控系统为开发平台,以日本FANUC系统的PMC指令为描述语A,讲述了一种嵌入式PLC组件的设计与实现方法,为准柔性生产设备的生产奠定了坚实的基础,同时为不同数控系统的PLC模块提供了一个统一的编程组件。 [详情]
-
从数控技术产生并应用至今,数控系统经历了从专用封闭式体系向开放式模块化结构的发展过程,其辅助控制功能由可编程逻辑控制器来实现,而传统PLC并不能满足开放式数控系统的需求。因此,基于PLC机的采用软件实现控制功能的软PLC技术出现并不断发展起来。本文首先介绍了PLC的概念及特点,之后讲述了PLC结构与工作原理,然后叙述了开放式数控系统对软PLC需求,最后详细介绍了软件PLC的开发运行系统。 [详情]
-

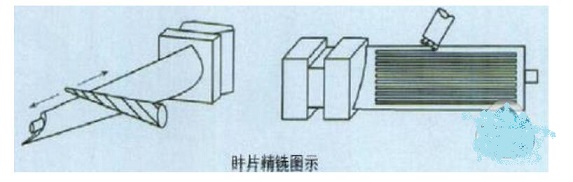
本文分析了三菱数控伺服驱动控制原理及相关伺服参数作用与关系,阐述了伺服驱动参数调整要领及相关伺服驱动参数设定与调整方法。实践证明,通过对伺服驱动参数的最佳化调整,解决了铣面光洁度差、加T面有刀痕等问题。 [详情]
-

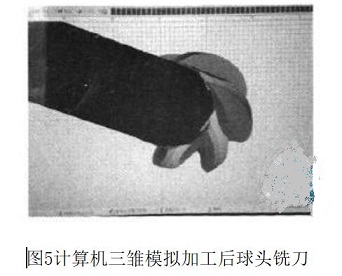
数控软件经过拓展后,计算并调整刀具的几何参数,通过计算机三维模拟,找出最佳的加工程序,加工出合格的后球头刃铣刀产品。 [详情]
-
本文介绍了国内外数控系统的发展状况,论述了网络化数控在当今制造业中的作用。在阐述了网络化数控关键技术的同时,提出了网络化数控系统基本构成的结构框架,并介绍了网络数控的特征、系统的调度层次和网络数控的功能等,最后对网络数控的信息管理模式进行了探索。 [详情]
-
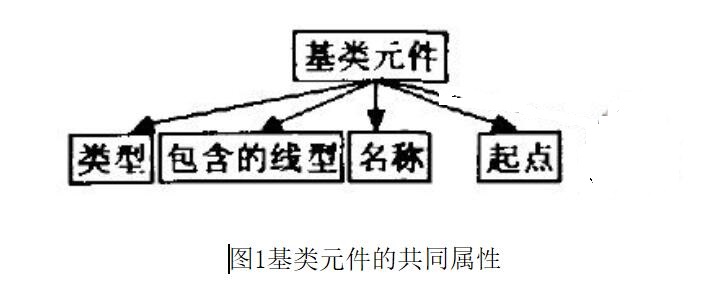
本文介绍了国内外开放式数控系统的研究现状,}同述了RT-Linux操作系统的系统框架和原理,重点讨论了基于RT-Linux的开放式数控系统的软件体系结构。 [详情]
-

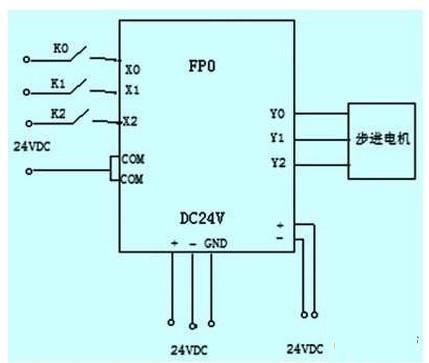
本文提出的应用PLC控制步进电机实现数控系统点位控制功能的方法能满足控制要求,在实际运行中是切实可行的。所研制的控制系统具有程序设计思路清晰、硬件电路简单实用、可靠性高、抗干扰能力强,具有良好的性能价格比等显著优点,其软硬件的设计思路可应用于工矿企业的相关机床改造。[详情]
-
本文介绍了一种高精度定尺剪切控制系统,该系统仅需一台PLC控制,它结构简单、造价低廉、运行可靠、生产率高,特别适用于以金属薄板为原材料、剪切长度更换频繁和精度要求高、剪切批量大的企业。[详情]
-

本文以 PLC 为控制核心,通过与变频器、传感器、数码显示和驱动装置构成灵活、安全、可靠、先进的电镀生产线行车控制系统,大大地提高了电镀生产线的自动化程度和生产效率。[详情]
-
本文介绍了触摸屏结合PLC在压铸机控制系统中的应用,并对该控制系统中的触摸屏页面设计和PLC的原理及作用进行了分析。[详情]
-

随着计算机技术的不断发展,PLC控制技术也越来越成熟。在传统的淬火机床中,采用的是继电器控制的方式,由于这种技术本身存在很多的缺点,导致机床的可靠性以及安全性有所降低,淬火机床经常出现故障。本文根据PLC控制技术的特点,具体阐述了在液压淬火机床上的应用。[详情]
-

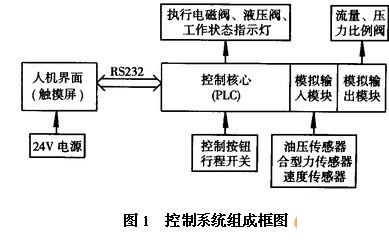
半精镗专用机床是加工汽车连杆的专用设备,自动化程度和设备运行可靠性要求较高,将PLC的高可靠性和程序编制的柔性运用于专用机床电控系统的设计,极大提高了镗床系统的可靠性和镗床的工作效率,减少了维修、维护的工作量,提高发动机及汽车的性能指标.本文详细介绍半精镗专用机床的PLC控制系统,其中包括可编程控制器的机型选择、输入/输出地址分配、可编程控制器梯形图程序设计;并指出应注意的一些问题。[详情]
-
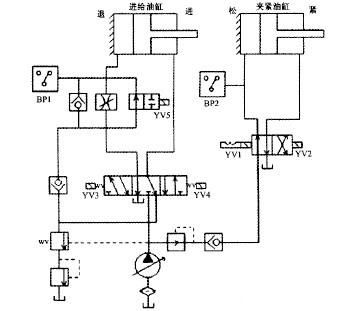
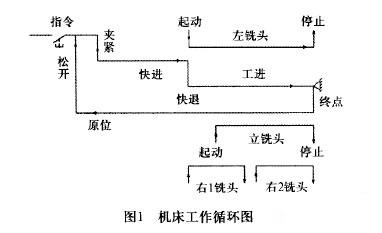
本文介绍了基于PLC的三面铣组合机床,详细讲述了PLC技术及特点,采用三菱电机的FX2N系列PLC,从工作原理、机床工作流程、PLC的I/O分配和硬件软件设计。整个控制系统结构简单、轻巧、灵活性强、效率高,具有很高的自动化程度。[详情]
-
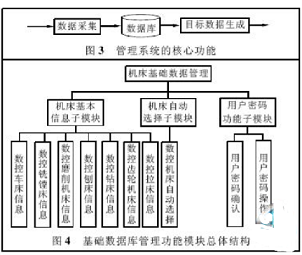
数控设备是技术密集型和知识密集型的机、电一体化产品,其技术先进、结构复杂、价格昂贵,随着生产企业规模的不断扩大及设备自动化程度的不断提高,数控车间里所用的数控设备种类和数量也在不断增加。要想更好地利用数控机床,就必须对数控机床的结构功能及系统有充分的了解。[详情]



