-

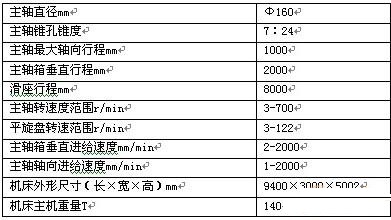
本文阐述了一种基于PLC技术的龙门式精密油压机电气控制设计,它采用可编程控制器为控制核心,分析了精密油压机动作流程,PLC控制系统软、硬件设计,给出了PLC接线图和部分梯形图精密直线位移传感器、模拟输入模块、GP系列触摸屏的使用,为提高龙门式精密油压机系统性能,降低故障率,提高生产效率提供了有力的保障。[详情]
-

四轴联动简易机械手的各个动作和 状态都由PLC控制,不仅能满足机械手的手动、半自动 、自动等操作方式所需的大量按扭、开关、位置检测点的要求,更可通过接口元器件与计算机组成PLC工业局域网,实现网络通信与网络控制。使四轴联动简易机 械手能方便地嵌入到工业生产流水线中。[详情]
-

本文介绍一种基于OMRON高端PLC的磨削数控系统,所配备的位置控制单元(PCU)可以控制两轴联动,人机界面(PT)可以根据操作需要灵活设计并实现触摸方式操作,还可通过DeviceNet、Controller L ink和TCP/IP协议单元进行多层次的网络互连。该数控系统已经在3MZ2120磨床数控技术改造中获得成功应用。[详情]
-

我国大多数机床主电路采用的是继电器控制,近10 年来,随着PLC 价格的不断降低和用户需求的不断扩大,越来越多的中小设备开始采用PLC 进行控制。[详情]
-

本文针对多关节工业机械手的比例和开关控制。以PLC作为其控制器,通过无线数传模块进行数据传输,实现远程无线遥控操作。手持操作器采用16位单片机,对检测到的按钮和摇杆操作进行数据编码后通过无线的方式发送至PLC,PLC对其解码后获得指令实现对机械手各关节运动的控制。该方案成本低,具有良好的通用性和可扩展性。[详情]
-
数控机床是典型的机电一体化系统。PLC工程现场界面涉及光、机、电、气、液等复杂的输入输出信令,加之plc对于信号的逻辑处理具有的抽象运算特征,使 得工业现场故障处理工作通常是相当的复杂困难,plc机电系统现场故障往往使得缺少工程经验的设备管理者们束手无策,较长时间的故障处理处理可以大幅度降 低产能,严重影响生产。本文以就事论事的方式平铺直叙具体的机电工程现场故障处理案例,保留住故障处理经验中最珍贵的分析判断过程。[详情]
-
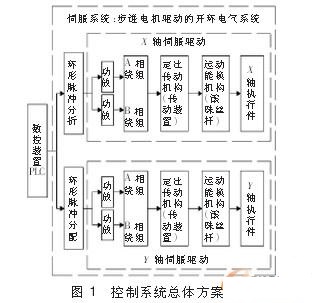
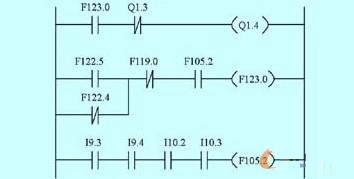
本文针对国内数控改造所面临的一个实际问题,首先提出以PLC 为控制核心的控制系统的总体方案,然后详细地描述了控制系统软、硬件的具体设计步骤,最后成功地实现了X-Y 数控工作台的PLC 精确控制,并通过实验验证了该控制系统的可行性。[详情]
-
随着科学技术日新月异的发展,机床行业早已进入了自动化时代,普通机床已不能满足加工精度和效率的要求。但数控机床的成本较高,对操作人员和维护人员也有一定的要求。为追求最大的性价比,我们选用了台达PM系列运动控制器作为主要控制部件的方案。[详情]
-

在数控机床中C1VC装置对机床运动部件的控制都是通过PLC交互控制信号完成的。所以,在这两部分中如果有故障出现都可以借助PLC的输入/输出接目信号大致诊断出故障部位。通过PLC对数控机床进行故障诊断是一种重要的方法,本文就对其方法原理和一些实际中具体的做法进行详细阐述。[详情]
-
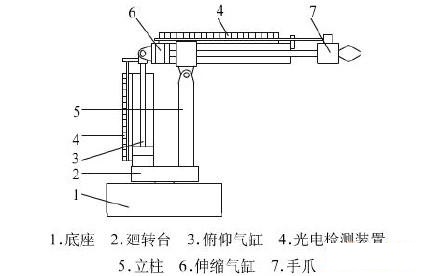
该文介绍了一种以气动为主的混合驱动气动机械手结构及基于PLC的机械手控制系统的组成,完成了气动机械手的制作与调试。[详情]
-

可编程控制器(plc)是以微处理机为基础,综合了计算机技术、自动控制技术和通信技术等现代科技而发展起来的一种新型工业自动控制装置,其具有逻辑控制、计时、计数、数据处理、联网与通信等强大功能,同时,由于plc具有很高的可靠性和极大的应用灵活性,用它来替代传统的继电接触控制系统巳成为必然。[详情]
-

SAURER400 型剑杆织机配备的是机械式送经卷取装置,使得织机结构复杂、控制精度低、滞后严重。 针对这些问题,采用了PLC、伺服电机和触摸屏对SAURER400 型剑杆织机的送经卷取机构进行改进,设计了一套电子送经卷取控制系统。 实验结果表明,该电子送经卷取控制系统对经纱张力波动控制灵敏,控制精度大大提高,停开车稀密路得到明显改善,断头明显减少。[详情]
-
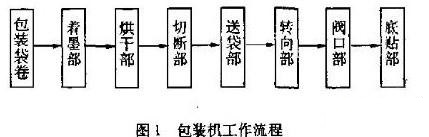
本文介绍了西门于S7-300在包装机同步控制系统中的应用。根据包装机生产线的特点,捉出了塞于模糊PID和现场总线的多电机同步拉制方案。应用结果表明。该系统具有控刹精度高、成本低、成品率高、实时性强等特点,能够满足包装机的生产丢求。[详情]
-

由于机械电子技术的飞速发展,数控机床作为一种高精度、高效率、稳定性强的自动化加工装备,已经成为机械行业必不可少的现代化技术装置。数控机床的定位精度是影响其高精度性能的一个重要方面,因而也是数控机床验收时的一个重要项目。利用数控系统的间隙补偿功能进行调整,可以大大提高数控机床的定位精度,而电气控制系统不同,其定位精度的补偿方法也不尽相同。[详情]
-
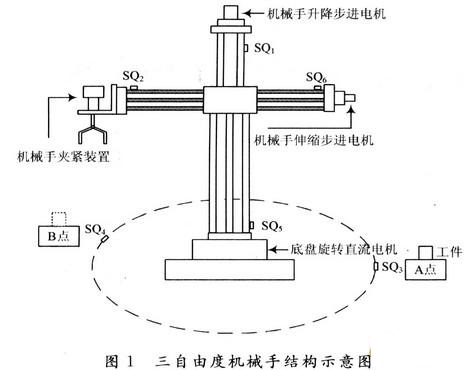
为了提高机械手在工业生产中定位的精度,介绍一种基于PLC的三自由度机械手控制系统设计方案。方案中提出了步进电机在机械手定位应用中的一种新思路,详细论述三自由度机械手控制系统的硬件结构及软件实现方法,并建立M("GS组态环境界面对系统的运行进行监控。测试结果表明,该系统运行稳定,定位精确,具有较高的应用价值。[详情]



