-
目前,稳定性、可靠性是数控机床的首要条件,而数控系统的稳定性、可靠性则是保证数控机床稳定、可靠运行的重要条件。在经济全球化和中国是制造大国的格局下,数控机床一般在电磁环境较恶劣的工业现场,长时间、高强度、连续性使用。因此,为了保证数控系统及数控机床能正常工作,特别是在我国电网质量波动比较大的情况下,数控系统的电磁兼容性(EMC)设计更为重要。 [详情]
-

顺铣和逆铣无论在卧式铣床还是立式铣床上,无论是采用周铣还是端铣都是在牛产实践中经常采用的两种铣削方法,顺铣时切削点的切削速度方向(或刀具作用在工件上的切削力方向)在进给方向上的分量与进给速度方向一致,逆铣则相反。[详情]
-
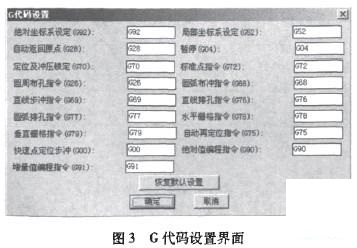
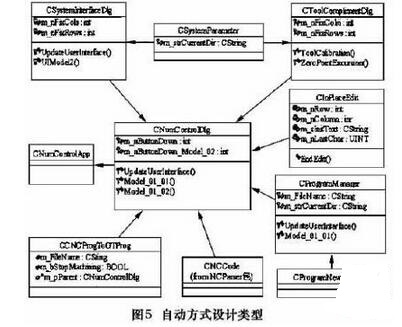
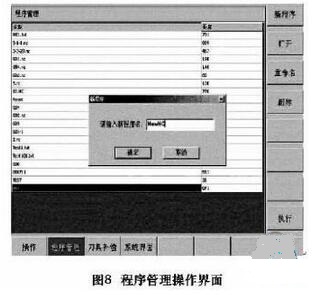
随着科学技术的发展,数控机床越来越广泛地应用在机械制造行业中。在数控加工系统中,传统的NC代码手工编程不仅效率低,而且容易出错;而采用APT语言的自动编程虽然几何定义语句简洁,功能较强,但要求编程人员要熟记系统的语言与规则,一旦出错又不易发现。国外的数控冲床图形编程系统已应用于工业生产实际,而我国在这方面还处于研究阶段。[详情]
-

数控加工作为一种先进的加工方法,因其具有高的加工精度和生产效率,在现代制造业中担当了越来越重要的角色。[详情]
-
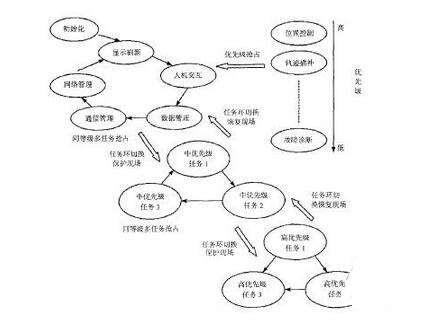
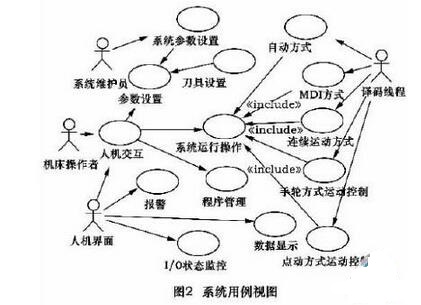
本文针对基于PC 的数控系统的不足,提出了基于嵌入式微控制器和嵌入式实时操作系统的数控系统开发设计的新方法,旨在增强数控系统运行的稳定性和任务调度的实时性。设计了以MC68F375和MCX314为双CPU 架构的硬件开发平台,规划出了基于VxWorks的层次化软件结构体系和任务调度运行机制,设计了一种引导型的二次开发平台的理论模型,在此基础上设计出了TDNCM4 数控系统的原型机,并将其应用于四轴加工中心TDNCM40A的设计上,探索出一条数控系统开发设计的新途径。 [详情]
-
数控机床数据是将一台数控系统适配于具体的数控机床所需设置的各方面有关数据。数控机床数据在数控数控机床出厂时就已设定,并在安装调试时,根据工作现场的具体情况会有所调整。调整好后,如何保护好数控机床数据就成为一个很重要的问题。 [详情]
-
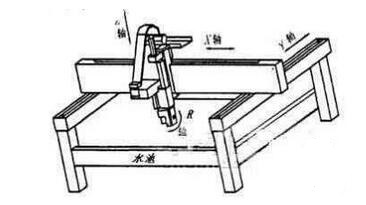
随着现代化的快速发展,一般采用的编程软件是UG自动编程软件,并根据实际要求对五轴数控的加工程序进行编制。在UG自动化编程软件的实际应用里,针对基本造型从而进行前置与后置的相对处理,以此研究出使用五轴数控机床的执行代码的指令,借此设计出五轴数控的加工程序的编制方法,并归纳出其加工编程所遵循的最基本的原则。 [详情]
-
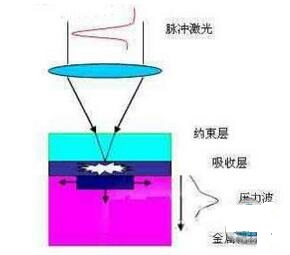
本文通过分析激光冲击强化技术的加工工艺特点,开发了基于工业控制计算机、运动控制器及交流伺服电动机为主体的激光冲击强化数控系统,并对它的硬件和软件设计做了详细的论述。 [详情]
-
数控系统是数控机床电气控制系统的核心。每台机床数控系统在运行一定时间后,某些元器件难免出现一些损坏或者故障。为了尽可能地延长元器件的使用寿命,防止各种故障,特别是恶性事故的发生,就必须对对数控系统进行日常的维护与保养。主要包括:数控系统的使用检查和数控系统的日常维护。 [详情]
-
数控系统的重装和调整方法对于数控机床维修人员来说是维修中一种非常重要的手段,熟练地掌握这种方法会给数控系统的维护和修理工作带来极大的方便。 [详情]
-
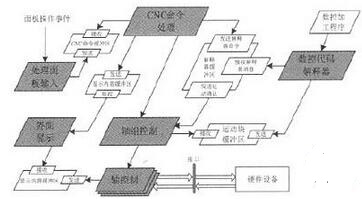
文章介绍了嵌入式数控系统内CNC主控单元与伺服驱动及I/O逻辑控制等各单元间的通信、车间级工业以太网络的通信和Intranet/Internet网络通信,并给出了关键技术实现。后继工作是对嵌入式数控机床连网应用开发的一个无线网络解决方案,使数控系统与外部的连接更快捷、安全和方便。 [详情]
-
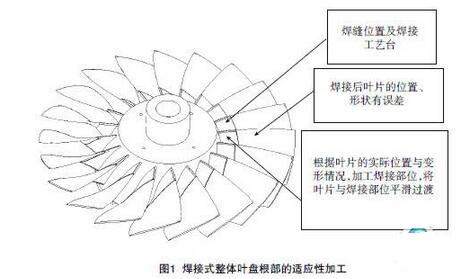
自适应是指对环境的变化有自适应能力,即系统按照环境的变化,调整其自身使得其行为在新的或已经改变的环境下达到最好,或者至少是容许的特性和功能。 [详情]
-
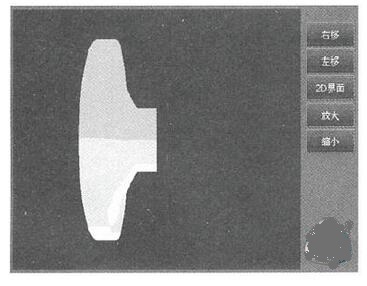
上位机采用嵌入式实时操作系统Windows CE负责数控代码编辑编译仿真、故障诊断、I/O监控等弱实时任务管理,下位机采用自行开发的基于DSP&FPGA技术的运动控制卡负责插补、电机控制等强实时任务管理,是当前研发主从式结构的开放式数控系统的快捷、高效之路。介绍了数控系统中关键技术的理论原理和技术路线,并阐述了基于Windows CE平台的数控软件系统实现的方法,包括数控代码智能编译,数控代码的二维三维仿真,数控系统任务调度管理。 [详情]
-
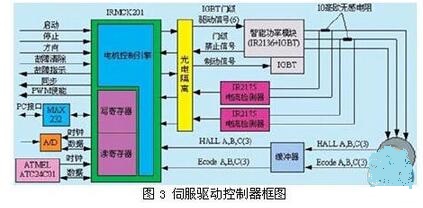
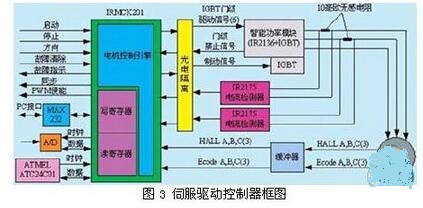
对先进的马达控制器而言,随着应用范围与转速要求的持续成长,发展商需要快速配置解决方案以满足日益提升的效能要求。一个包含了最佳化的模拟控制、电力切换及驱动技术,以及基于高效能硬件的数字控制的运动控制设计平台,便能够同时解决开发时程与效能要求的问题。而随着可简单构装的缓存器的单芯片数字控制器 出现,对于缺少专业的软件或电力系统设计能力的人而言,这个控制器可以降低其设计风险。 [详情]
-
本文提出了一种以工控机为支撑平台,利用智能运动控制器对多轴联动进行位控的开放式闭环数控系统。介绍了该系统的功能,硬件和软件设计方法。实践证明,基于智能运动控制器的数控系统完全可以实现较高精度的实时控制,而且具有开放性,可实现对多轴联动的开环和闭环控制。 [详情]



