-
随着数字信息技术和网络技术的高速发展,人类正步入一个崭新的后 PC 时代。这个时代的主要特点是嵌入式系统无处不在,并不断地向科研生产及人类生活的各个方面渗透。而可编程控制器(PLC)对机床开关量信号进行控制时可靠性高,使用方便,在大多数数控机床,特别是经济型数控机床中,要求的输入输出点数不多的情况下得到广泛应用。在兼用PC 机系统资源的情况下,采用非实时多任务操作系统(如Windows)时,Win32 API 的设计可以满足多控制点复杂的数控功能要求,但由于Windows 的分时性,没有考虑到实时环境的开发用途,其系统调用的效率不高[详情]
-
自适应是指对环境的变化有自适应能力,即系统按照环境的变化,调整其自身使得其行为在新的或已经改变的环境下达到最好,或者至少是容许的特性和功能。自适应技术起源于飞机的自动驾驶仪。自适应加工可以分为工艺自适应与几何自适应,工艺自适应又可分为最佳自适应控制系统(Adaptive Control Optimization,ACO)和约束式自适应控制系统(Adaptive Control Constraint,ACC)两大类。 [详情]
-

本文分析了基于HSM(High Speed Manufacturing,高速加工)技术的淬硬钢数控加工的切削力、刀具磨损及加工技术,为淬硬模具材料的高速数控加工提供了实用依据,实践证明效果良好。 [详情]
-

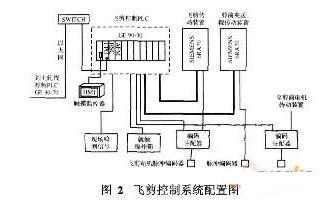
本文针对国产高线飞剪系统剪切定位不精确、运行不稳定以及剪切速度不高等缺陷,设计了基于GE 90 - 30可编程逻辑控制器( PLC)的高线高精度飞剪控制系统,实现了轧线信号及处理、夹送辊操作、飞剪驱动模块、头部剪切操作、尾部剪切操作、单剪切、报警等功能。结果表明: 剪切速度最大可达22 m / s,剪切精度达到误差小于10 mm,具有良好的剪切精确度和响应速度。 [详情]
-
随着计算机技术的不断发展,PLC控制技术也愈来越成熟。柔性加工系统属于一种集成化的生产设备,是综合了自动化控制技术、编程技术等为一体的加工系统。本文通过建立柔性制造系统,采用PLC的控制技术,探讨了在硬件、软件方面的设计研究。 [详情]
-
本文分析了各种干扰对PLC和伺服驱动器作用的机理,从硬件和软件两个方面提出了相关的抗干扰措施。这些措施对于PLC系统在运动控制中的应用有一定的实用价值。 [详情]
-
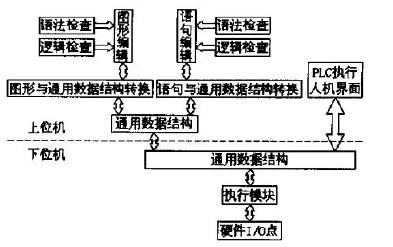
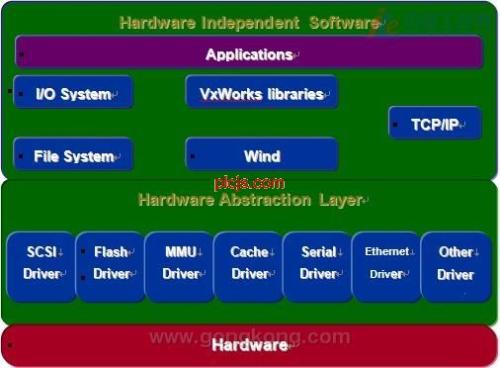
本文讨论开放式数控系统中嵌入式软件PLC子系统的实现方法,给出了一个软件PLC的结构模型,对PLC的梯形图程序编程环境、梯形图程序与语言程序的相互转换、PLC程序执行等软件部件的设计和开发进行了详细研究,并给出了一个梯形图程序编辑及其与语言程序转换的实例。[详情]
-

PLC是数控机床电气控制系统中的核心,机床的很多控制指令都要经过PLC处理后才能控制执行机构。由于PLC是专业为工业生产环境设计的控制装置, 因此一般不需要采取什么特殊措施, 就可以直接在工业环境使用。但如果环境过于恶劣, 电磁干扰特别强烈, 或安装使用不当, 都不能保证PLC 正常、安全可靠地运行。因此, 探讨提高PLC控制系统可靠性的措施具有十分重要的现实意义。[详情]
-
本文提出了一种数控加工中心两轴联动的应用方案,该方案以HJD-4 数控加工中心试验机为平台,以PLC 为控制核心,通过PLC 按位进行动作状态设置,实现了加工中心单轴动作和两轴联动的手动切换功能。其逻辑简单、可移植性强,并能通过程序扩展实现更多轴的联动,可广泛应用于船用零部件加工及其他机械加工领域中。[详情]
-
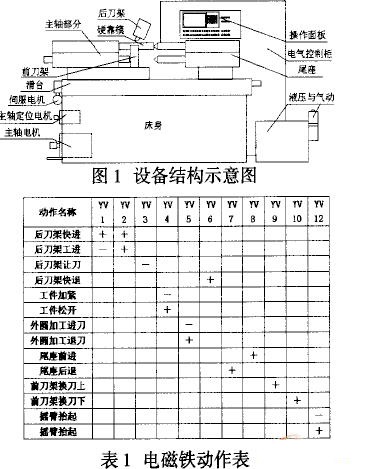
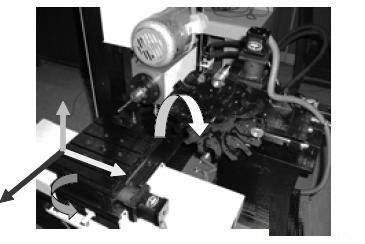
本文阐述了活塞外圆和端面硬靠模加工及头部倒角的工作原理,详细介绍了采用可编程序控制器和经济型数控系统联合实现电气控制的具体方案,给出了电气控制系统的硬件电路图、程序流程图。该方案解决了可编程序控制器与数控制系统的协调工作问题,实现了活塞外圆的硬靠模仿形粗车与精车、换刀、硬靠模车端面、头部倒角、主轴高低速切换等功能的自动控制,并且能够实现主轴定位准停、工件夹紧、吹扫、故障报警等控制功能。[详情]
-

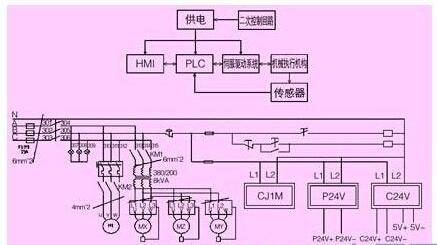
本文针对数控加工中传统夹具生产效率低、夹紧力不可控等问题,以发动机缸盖的加工工艺系统为研究对象,基于高速开关电磁阀控制原理,设计了一种以PLC为基础的数控夹具压力控制系统,给出了该系统中液压系统、PLC控制系统和人机交互系统的详细设计方案。该系统能够很好地适应加工过程中切削力的变化,在一定程度上提高了生产效率和加工质量。最后通过测试实验验证了系统的可行性。[详情]
-
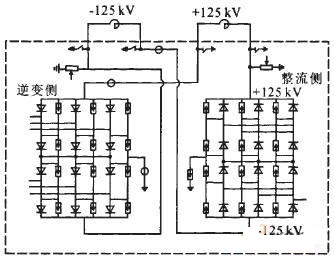
东北——华北联网高岭背靠背换流站工程(高岭背靠背工程)是西电公司承担的国家重点工程,其中晶闸管换流阀是高岭背靠背工程换流站的核心设备,高岭背靠背工程实现东北——华北电网的联网,是西安西电电力整流器有限责任公司(西整公司)首次承担制造的国内最大商业运行背靠背工程,是国内第一次独立进行±125kV直流背靠背工程晶闸管换流阀的设计、制造、绝缘型式试验、运行型式试验和现场调试的工程。[详情]
-
与大型企业相比,中小企业的规模小、实力弱,专业计算机技术人员少,但经营灵活、对市场的反应快,这种企业很适合应用CAD/CAM系统。[详情]
-

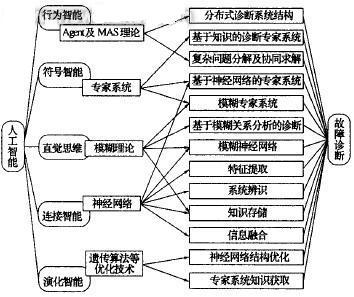
现代大工业的发展使得工业控制设备变得越来越复杂,自动化程度越来越高。由于自动控制的故障引起的生产停顿造成的损失是巨大的,而生产企业的维护能力有限,迫切需要建立起远程实时监测和诊断系统,由设备提供商、企业技术人员和行业专家共同实现及时、准确的预防和诊断设备故障。[详情]
-

结构和零件的微型化是技术领域的发展趋势之一,开发经济上可行的微细加工技术对于微型技术的发展具有重要意义。[详情]



