-

落地镗床属于一种具有较高精密度的加工机床,其加工范围非常广泛,运动部件非常多,机械运动控制系统非常复杂。[详情]
-
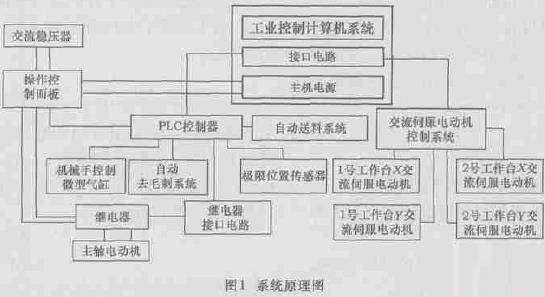
为了在汽车锁生产中实现大规模钥匙加工,设计并实现了一种基于工业PC和PLC技术的全自动专用数控系统。该系统是一个分布式的全自动专用数控系统,采用工业PC为主控系统,利用PLC 控制机械手系统、检测开关信号、通过DIO 接口与主控PC进行通讯。该系统性能稳定可靠,已在汽车锁专业生产企业得到应用。[详情]
-
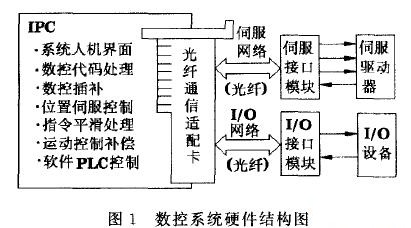
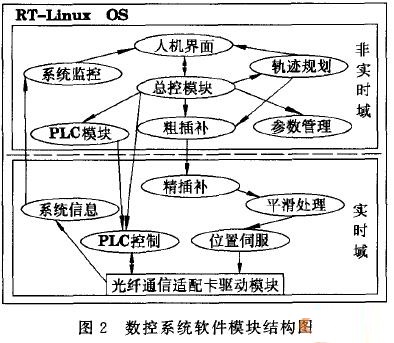
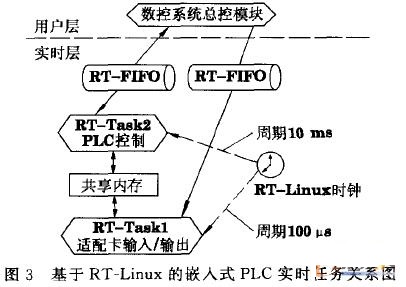
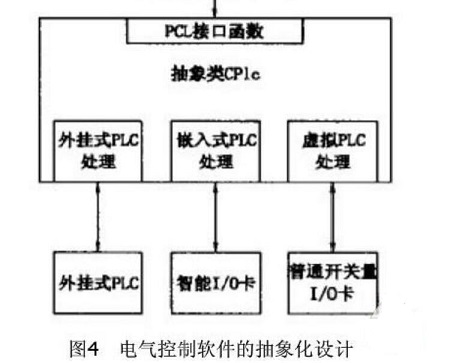
本文以IPC为硬件平台,利用RT-Linux的实时多任务调度机制,构造了基于RT-Linux的数控系统嵌入式PLC结构,介绍了系统的软硬件体系以及其实现方法。[详情]
-
计算机数控系统的初始化程序一般采用专业编程语言设计。 难被普通的机床操作者所掌握。 本文采用PLC编程实现CNC系统的初始化设置。包括:控制轴数的配置、电动机编码器的初始化赋值、和用户程序的灵活配置等内容。通过变量定义和模块化程序设计。编制具有代表性的PLC 初始化程序。在西门子802D数控系统上进行调试。证明设计满足了初始化设置要求。具有灵活、简便、易于使用和功能扩展等特点。[详情]
-
本文介绍了钢炼钢厂1#, 2#, 3#转炉倾动和氧枪升降控制系统的技术改造,从实践上论述了通讯网PLC数控系统在转炉上的应用。[详情]
-
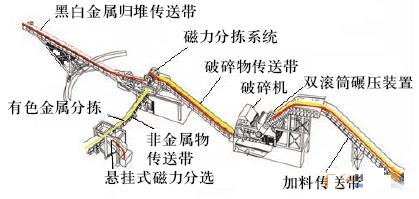
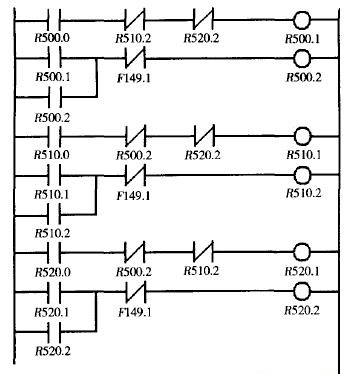
本文设计了基于PLC的废金属破碎生产线监控系统,系统采用Profibus与Profinet总线技术,建立了可靠的系统通信网络,采用触摸屏的现场操作系统改善了传统操作系统人机交互性差的问题,同时针对废金属破碎主机运行负荷平衡问题提出了解决方案,实现了废金属破碎主机负荷平衡自动调节。[详情]
-
本文介绍了数控机床故障诊断的内容和常用的诊断方法;指出利用PLC程序可以对数控机床初始故障进行诊断,并对其诊断的原理及方法进行了说明,当数控机床几个故障同时显示时,利用这种方法可迅速找出故障点,提高诊断效率。[详情]
-
在分析数控车床自动回转刀架工作过程的基础上,介绍了自动换刀控制的PLC程序设计。实践证明,设计的程序在实际应用中灵活性强可靠性高。[详情]
-

一般的PLC能很好地实现顺序控制功能,而PLC的运动控制单元(MC单元)能很好地完成轨迹控制。此外有些MC单元支持G指令编程,可与PLC灵活地交换数据。基于以上几点,介绍一种基于PLC的数控冲床控制系统的设计。此类控制系统的推广应用,可降低CNC控制系统的成本。[详情]
-
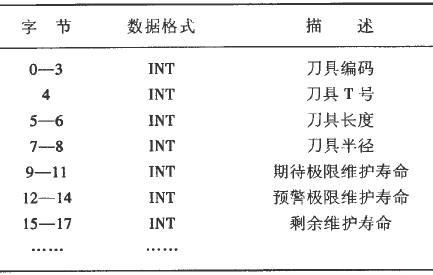
随着制造业无人化的发展,刀具管理自动化的需求变得尤为突出。目前,刀具的选择与安装大部分仍然依靠手工来完成,而且对于机床来说,还希望得到刀具的其他信息,如刀具寿命、刀具尺寸等。[详情]
-

装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度。数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备。[详情]
-
人机界面的内容较多,研究人机界面对体统运作功效和操作人员身心健康的影响存在一定的难度。到目前为止,国内外人机界面优化方法仍不完善。[详情]
-
在数控机床生产加工中,精度控制对产品质量具有重要影响。数控技术加工精度则由机床的精度、编程精度、伺服精度以及插补精度决定。为提高机床精度,在其设计环节通过CAD设计和计算机模拟技术可以有效提高机床数控技术加工精度。在使用过程中通过加强对机台的保养,保持良好状态,保持数控机床的高精度要求。 [详情]
-
本文介绍了如何利用和发展数控技术,保证机械加工零件的精度的,分析了机械加工中产生误差的原因,并提出了提高机械加工精度的方法及工艺措施。从而实现高效的数控加工对增强企业的综合竞争力,提高可持续发展能力都具有现实意义。 [详情]
-
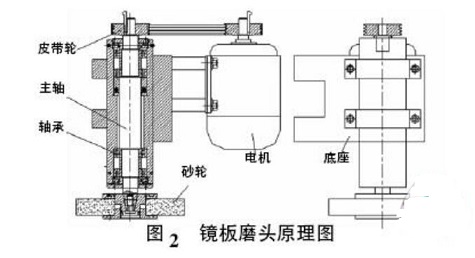
水轮发电机镜板的平面度、平行度、光洁度要求高且工件尺寸大,难以用平面磨床进行加工。文中介绍了运用立车借助专用工具并选用合适的介质加工水轮发电机镜板的数控技术工艺。主要从立车的选择、机床要求、专用工具的设计和制作以及研磨剂、抛光膏、清洗剂的选择等方面介绍立车加工镜板的数控技术工艺。 [详情]



