-
本文介绍了采用新兴的数控加工技术有效的避免了加工过程中各种装夹力、重力对面型的影响;通过优化参数,加工效率也得到了有效的提高。 [详情]
-
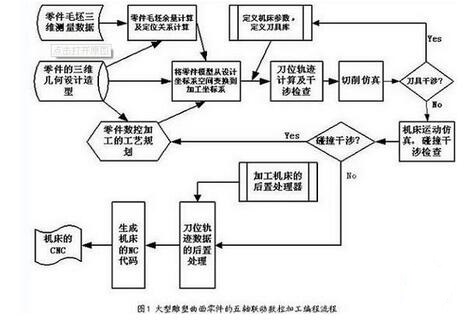
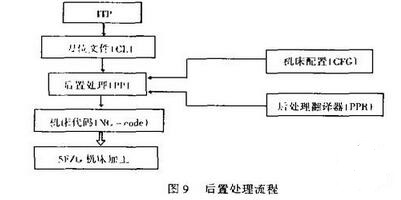
多轴联动数控加工编程是大型雕塑曲面零件加工的最重要任务之一.本文介绍五轴联动数控加工大型雕塑曲面编程中涉及到的刀位轨迹计算、切削仿真、机床运动碰撞仿真、后置变换等关键技术.针对这些技术进行研究开发,实现了大型水轮机叶片的五轴联动数控加工,并成为叶片加工的编程工具。 [详情]
-
在实际的产品设计中经常用到组合曲面。所谓组合曲面,就是将不同的曲面片以一定的方式连接起来组成的曲面。组合曲面虽能方便地表达复杂的形状,但却带来另一个问题,这就是组合曲面中曲面间的过渡问题。若想让单张曲面间满足特定的条件直接连接,这将是极端困难的,甚至是不可能的。 [详情]
-
开放式数控系统的硬件系统应该建立在一种通用的、标准的硬件基础之上,而软件系统则应建立在分层次、模块化的软件基础之上。主要论述了一种基于Windows 操作系统的"PC+运动控制卡”开放式数控系统的体系结构,包括开放式数控系统的多任务划分与并行处理机制,以及该系统的硬件组成和软件设计思想等。 [详情]
-
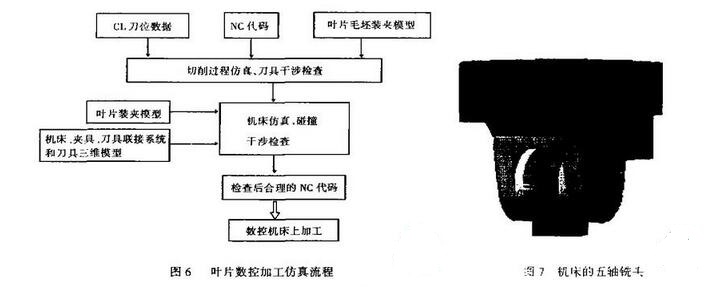
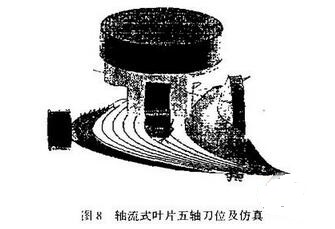
介绍东方电机股份有限公司开发的采用五轴联动数控加工大型轴流式水轮机转轮叶片的数控加工工艺,叶片的三维造型及计算机仿真加工编程、工装、刀具及金属切削技术,以及叶片三维测量等关键技术。该加工技术已成功地应用于直径为5.8m的高坝洲电站轴流式机组的整机全套叶片加工,为国内制造厂首次整机和整个电站水轮机叶片全部采用数控加工。 [详情]
-
使用五轴数控加工可以从几个方面提供诸多益处。通过分析设备、工艺和装夹,尤其是切削刀具和切削作用,就能从中而受益。 [详情]
-
在机械加工中,几乎所有的零件都有孔,钻孔是非常常见的机械加工过程。而现在的机械加工正逐步向着数控加工方向发展,钻孔也不例外。在各种数控系统中,钻孔程序都是以钻孔循环的形式给出的,但不同公司的数控系统对于同一种钻孔循环的定义一般都是不同的。 [详情]
-
中国的数控技术赶超世界先进水平是任重而道远,相信在建设创新型国家的社会氛围下,通过以企业为核心的新型产学研创新模式组织下,充分利用通用技术领域的新技术手段,实现制造技术、控制技术和计算机技术的融合,通过坚持不懈的努力,自主创新,逐步打破技术封锁和遏制,加速技术进步,是大有希望的。 [详情]
-
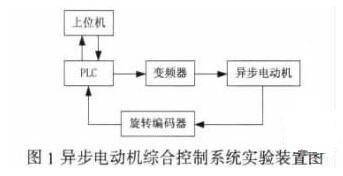
本文设计了一种基于PLC的异步电动机调速与定位综合控制系统,应用模糊-PI复合控制算法实现了异步电动机的速度控制,应用比例因子自调整模糊控制算法实现了异步电动机的位置控制。该系统集异步电动机速度控制和位置控制为一体,达到了一定的控制精度。 [详情]
-

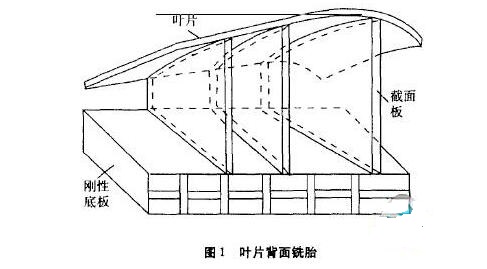
本文阐述了水轮机叶片数控加工工艺的技术方法,重点对毛坯余量控制、叶片划检、叶片装夹、叶片加工及叶片修磨等工艺环节进行了分析研究。实践证明,水轮机叶片数控加工工艺方法具有加工效率高、精度高等优越性,使转轮加工质量大幅度提高。 [详情]
-

对基于运动控制卡和PC的开放式数控系统平台结构进行了研究,介绍了硬件原理和基于COM的模块式软件结构,并在此基础上针对GT400—SV运动控制卡开发了一个数控系统。实践证明这种形式的系统具有很强的性能价格优势,实现了软硬件的开放性和数控模块的二进制复用。 [详情]
-
本文介绍了白车身机器人焊接生产线系统的组成,设计了白车身车门加工的工艺流程;以西门子S7—200为核心控制器设计了生产线的控制系统,并详细地对PLC的选型,硬件的设计和软件编制的流程进行了说明;给出了PLC的f/o接口图和详细的接线图,编制r了PLC与机器人的通讯协议,对夹具体的自动识别技术原理进行了深入探讨;以模块化编程为基础进行编程,实现了系统的稳定性和可扩展性。 [详情]
-

本文基于S7—300 PLC,结合气液增压传动控制技术,实现了对数控轮研齿机研齿加工的自动控制。分析了采用气液增压夹紧传动系统实现数控螺旋锥齿轮研齿机研齿加工控制的原理。研究了采用PLC(S7—300)实现数控螺旋锥齿轮研齿机研齿的自动控制,提供了主要的硬件原理图和软件梯形图.实验结果证明:程序结构紧凑、运行效率高,且可以很好的实现设计要求。 [详情]
-
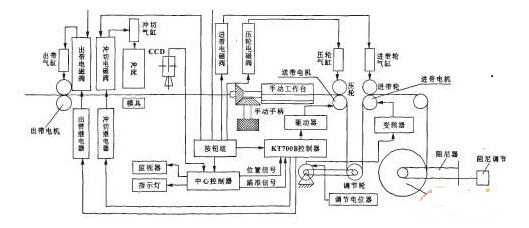
本文详细阐述了一种新的钢卷尺自动切零系统,该系统使用基于FPGA和单轴数控系统的双控制器结构,通过互相通信方式协调切零位工作,从而解决了目前钢卷尺切零系统速度慢、精度低、劳动强度大的缺陷。[详情]
-

本文介绍磁悬浮主轴系统的组成及工作原理,提出了一种在常规PID基础上的智能PID控制器的新型数字控制器设计。其核心部件是TI公司的TMS320LF2407A,设计了五自由度磁悬浮主轴系统的硬件总体框图。用C2000作为开发平台,设计在常规PID基础上的智能PID控制器。理论分析结果表明:这种智能PID控制器能实现更好控制效果,达到更高的控制精度要求。 [详情]



