-

叶轮是典型的通道类曲面零件,不同加工方法所获得的加工精度和表面质量对叶轮的使用性能有很大影响。文中对整体叶轮加工工艺进行了分析,确定了数控五轴机床加工叶轮的工艺流程,并使用UG.60 软件特有的可变轮廓铣削功能对加工刀路进行了编程,并进行了刀路轨迹仿真。 [详情]
-

4+1加工工艺比5轴加工效果更好,刀具寿命、切削时间和工件表面粗糙度等均能够得到一定改善。[详情]
-
切屑控制攸关每个工厂的生死存亡,切削刀具业最关心的问题就是如何始终如一的保持延性钢(例如SAE 1018、1020和8620)的断屑能力并且很好的控制毛刺。[详情]
-

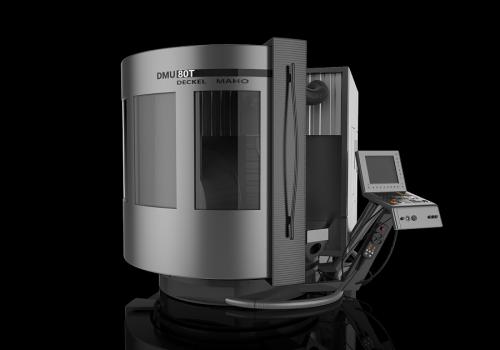
数控机床是在普通机床的基础上发展起来的,由于它具有良好的柔性、高的加工精度和稳定性、能加工复杂零件、减轻了工人的劳动强度和易于实现现代化管理等一系列优点,目前在机械制造行业中得到了广泛的应用。 [详情]
-

数控机床对于我国的零件的加工以及工业的发展做出了十分重要的作用,液压系统作为数控机床的重要结构之一,但是由于数控机床的液压系统缺少相应的维护工作,由于液压系统的故障对数控机床的加工工作造成了十分严重的影响。[详情]
-

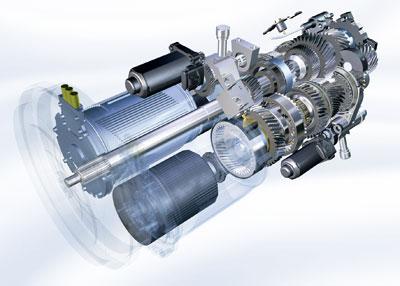
三相交流伺服电动机应用广泛,但通过长期运行后,会发生各种故障,及时判断故障原因,进行相应处理,是防止故障扩大,保证设备正常运行的一项重要的工作。[详情]
-

利用单片机对直流稳压电源进行控制,改善了电源的性能,[详情]
-

本文阐述以西门子840D数控系统为开发平台,通过VB开发特殊的系统界面,利用VC编制出与西门子数控系统相联系的语言动态链接库、西门子数控系统提供的VB、VC接口,实现特殊的界面及加工方法,嵌入到西门子数控系统这一OEM软件设计的全过程,开发出能满足特殊控制需求的全数控凸轮轴磨床OEM软件。 [详情]
-
-

五轴联动数控加工技术不仅代表着一个机械制造企业的发展水平,更代表着一个国家机械制造工业的发展水平。[详情]
-
曲面加工中非常典型的电吹风凹模零件加工为例,以MasterCAM系统为加工平台,对零件特点进行分析,对加工难点提出了策略,规划了加工工艺,解决了复杂曲面的加工,取得了良好的加工效果。 [详情]
-

本文通过SolidWorks软件进行了连杆锻坯的建模,利用数值模拟结果指导完成了连杆锻模模具型槽的设计,确定了螺旋压力机的吨位。利用CAXAME软件的零件加工模块进行了工件的粗,精加工的设定,并且完成了刀具轨迹的加工模拟。利用软件的后置处理功能得到了NC代码,并使用高速加工技术完成了模具的高速切削加工。 [详情]
-

高速龙门铣床导轨大都由钢或铸铁制成,这类导轨出现划伤,应进行修复,不然会使划伤扩大,甚至影响机床使用。[详情]
-
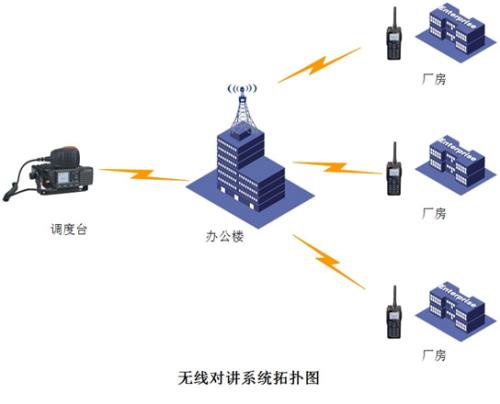
采用无线通信技术的新型开放式数控系统由两部分构成:一部分是可移动的掌上控制器,即数控PDA;另一部分则安装于机床上,完成传统的运动控制和PLC 功能,称为嵌入式机床控制器。[详情]
-

CAXA制造工程师中机床后置与后置设置提供了非常方便的后置配置文件设置工具,通过软件图形界面用户可以用交互的方式来设置和修改NC程序的格式和内容,以及程序头、程序尾、换刀等每个事件的处理方式来满足用户的实际使用要求。 [详情]



