-
西门子PLC S7-300在基于SINUMERIK840D系统的全数控凸轮轴磨床保护中的应用
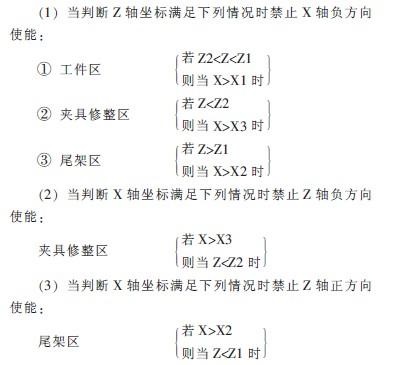
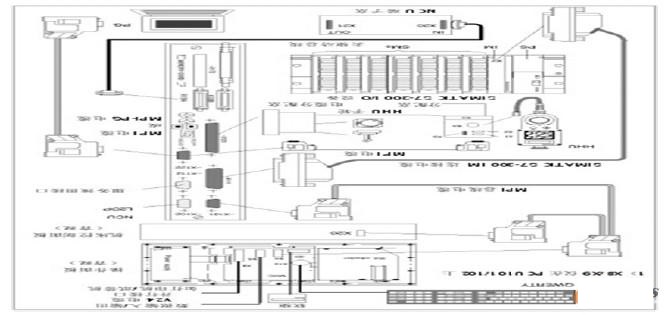
本文介绍了在采用SINUMERIK 840D系统的全数控凸轮轴磨床中应用PLC S7-300通过NC变量选择器读取NCK中数据 并对数据进行判断处理以实现手动 JOG 状态下操作的保护[详情]
-

螺旋锥齿轮加工过程的数控软件设计是数控铣齿机设计成胶的关健。丈章研究了缘旋锥齿轮在万能杭齿机和数拉铣齿机上加工时的切齿仿真原理并计算出它们每一步的切刘童,提出了一种通过比较两种枕齿机上的切削量来判断件是否正确的方法。 [详情]
-

基于ARM9和MCX314AL为核心的嵌入式硬件平台,对嵌入式数控秉统软件人机界面软件的主要结构进行了介绍。并重点分析了 [详情]
-

本文介绍了某型号发动机电控中间体内部内台阶端面在车床上加工的反拉工艺,分析研究某些零件无法直接下刀或使用反锪刀锪窝的一种简易加工工艺方法.解决了复杂箱体类零件内台阶平面难加工问题。 [详情]
-
本文论述了PLC 在数控机床中的功能作用,指出西门子 840D 系统 PLC 的特点;结合实例,阐述了利用 PLC 状态信息和840D 数控系统故障的原因、检测方法,准确地判断西门子840D 系统数控机床故障的方法。[详情]
-

可编程逻辑控制器,简称为PLC(ProgrammablelogicController),是以计算机技术为基础的新型工业控制装置。移动机器人是包括计算机、自动化、机电一体化、通信、材料等多学科综合的一个平台。最早PLC主要是应用在工业机器人上,用于汽车焊接,喷涂等。随着智能移动机器人包括像家庭服务机器人、深海和太空探潮机器人等的广泛椎广,PLC技术也发挥了巨大的作用。原因在于PLC在移动机器人的运动控制方面具有运行简单、性价比高等诸多优点。[详情]
-
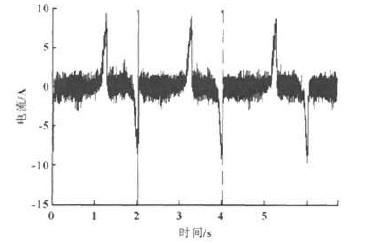
刀具破损和刀具磨损的自动检测是数控机床自动加工中的一个重要环节。基于伺服电机电流的切削力监控是一个有效的无传感器方法,该方法的关键是如何从伺服电流信号中准确提取切削刃的力波动表征信号。在对伺服电流信号进行时域、频域分析的基础上,基于可变加工参数给出实时提取切削刃力波动表征信号的方法,并通过相关实验验证了该方法的合理性。[详情]
-
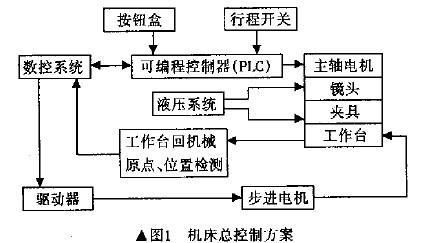
本文针对缸套精铿床在加工中存在的调整不便、柔性不足的问题,在缸套精铿专机数控化改造中应用可编程控制器(PLC)作为数控(NC)系统与机床液压系统之间的二级控制环节,设有手动和自动两种工作力一式。经使用表明,改造后的机床工作可靠、柔性高、操作力一便。[详情]
-
本文针对一台VMCl000数控加工中心的电气系统更换过程中出现的硬限位问题,采用PLC控制给予了解决,对机床单、双开关硬限位的原理、设计思路和处理方法进行了详细的分析和叙述,并且体现了PLC在机床控制中的通用性、可靠性和灵活性。[详情]
-

本文介绍了西门子公司的PLC在普通车床0650改造中的应用。给出了C650车床电气控翩的软、硬件设计,本系统既可以用于新型车床的开发也可以用于车床的数控改造。[详情]
-

为实现对数控钻削技术的深孔加工,介绍了一种基于PLC(可编程逻辑控制器)的数控钻床控制器。该控制器是以PLC为控制核心,融合了数控系统的深孔加工技术,用高性能的增强型单片机STCl2C5A60S2作为CPU模块来箭作PLC,且通过RS232实现PLC与PC的通信,实现了对数控钻床控制器数据的修改、显示等功能#通过PLC控制步进电机和伺服电机转动进而分别实现对孔的定位和钻削。[详情]
-

本文介绍了电机座加工线卸料机械手的结构及工作原理,概述了机械手的工作流程和液压系统,为实现机械手的功能,设计了基于松下FP1 -C24的PLC控制系统,进行了PLC输入输出端口的分配,绘制了PLC的接线图。[详情]
-

线切割在机械加工中运用越来越广泛,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度,文章介绍了HF数控控制软件的特点及在线切割加工应用的实例,采用HF数控软件作为线切割的操控系统,在生产实际运用中操作简便,加工功能强大,在生产实际中还可解决各种型面的复杂加工。 [详情]
-

一般来说,CAXA制造工程师是我国国产的一种CAD/CAM软件,此软件能有效实现曲面实体的结合,它对于三维零件设计以及相关分析都是很有效的,其具备的功能也比较实用,比如比较好的实体造型,模具设计功能等。 [详情]
-
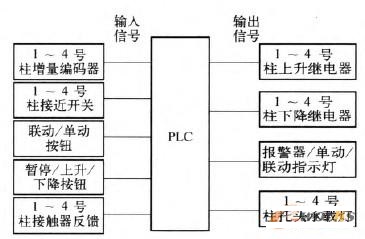
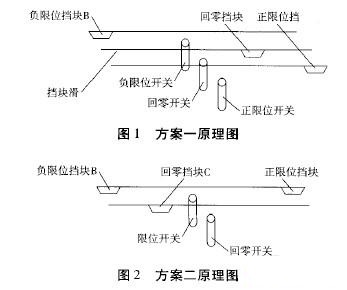
基于触摸式文本控制器与PLC 200设计出的架车机电气控制系统。硬件方面主要阐述了架车机控制系统的设计流程;软件主要介绍了架车机控制程序的设计思路,罗列出部分信号采集的梯形图。系统柔性度较高,更加安全可靠,可用于新型架车机控制系统的开发。[详情]



