-
一台拥有为加工复杂形状的工件而进行数道工序、不同方式的加工性能的机械称之为复合加工机床。为达到同样目的,也有将控制坐标多轴化、扩大加工功能、多机能化的使用方法。总之是用工序集成的方法提高生产效率,提高机床的附加价值。 [详情]
-

本文提出了一种数控加工中心两轴联动的应用方案,该方案以HJD-4 数控加工中心试验机为平台,以PLC 为控制核心,通过PLC 按位进行动作状态设置,实现了加工中心单轴动作和两轴联动的手动切换功能。其逻辑简单、可移植性强,并能通过程序扩展实现更多轴的联动,可广泛应用于船用零部件加工及其他机械加工领域中。 [详情]
-
本文讨论开放式数控系统中嵌入式软件PLC子系统的实现方法,给出了一个软件PLC的结构模型,对PLC的梯形图程序编程环境、梯形图程序与语言程序的相互转换、PLC程序执行等软件部件的设计和开发进行了详细研究,并给出了一个梯形图程序编辑及其与语言程序转换的实例。 [详情]
-
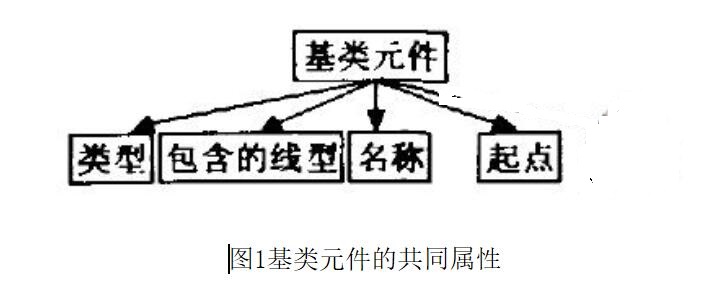
基于Windows的华中数控世纪星数控系统PLC编程系统设计
中数控世纪星数控系统采用"内装型”PLC。在DOS环境下使用C语言对其进行编程,这种编程方法没有采用Windows操作系统的方便和快捷,而且使用C语言编程同使用传统的梯形图编程相比,对编程人员的技术水平要求高,不便推广使用。针对该问题,开发基于Windows操作环境的数控系统PLC编程系统,主要介绍该编程系统的整体设计及梯形图元件基类的设计。 [详情]
-
本文以华中数控系统为控制软件,对普通车床主轴单元进行数控系统设计,主要包括主轴数控化设计的总体方案拟定、变频调速系统的设计、主轴PLC控制设计与主轴I/O开关量的设计,主轴数控系统设计后进行PLC调试,运行结果表明,车床主轴加工的稳定性、准确性、快速性比普通车床有较大改善,主轴运行正常。 [详情]
-

本文介绍基于S7-300PLC和组态王软件的汽车生产线控制系统主要组成,重点是FL(;系统硬件配置及其组态,监控系统主要配置和监控功能实现方法。 [详情]
-

在介绍步进电机升降频调速原理及快速精确定位方法的基础上,提出了利用PLC的高速脉冲输出实现步进电机位置控制功能的方法,给出了精确定位的控制方案及软件实现方法。 [详情]
-

本文简要分析当前自动化装配生产过程中存在的问题,设计出由可编程控制器(PLC)控制的多工位合件自动装配机。介绍系统组成和装Ji~5-艺过程,探讨了系统硬件、软件的设计方案和实现。通过人机界面,可实现整个系统的监控管理、故障报警和生产统计分析。实践证明,该装配机可以完成不同型号产品的装配,满足生产需要。 [详情]
-

随着计算机技术的不断发展,PLC控制技术也愈来越成熟。柔性加工系统属于一种集成化的生产设备,是综合了自动化控制技术、编程技术等为一体的加工系统。本文通过建立柔性制造系统,采用PLC的控制技术,探讨了在硬件、软件方面的设计研究。 [详情]
-

文主要介绍了一种基于PLC控制的气动机械手的工作原理及系统组成,并介绍了西门子S7-200与各元器件的连接。最后简单分析了整个系统的工作流程及模拟实验面板的介绍。 [详情]
-
在工业控制中,可编程控制器PLC 得到了广泛的应用。目前PLC与仪表的通信方式有很多种, 如RS232通信、RS422/485 通信、Profibus 通信等。详细介绍了三菱Q 系列PLC 与固伟GPI-735A 安规测试仪通过RS232协议通讯的方法。 [详情]
-

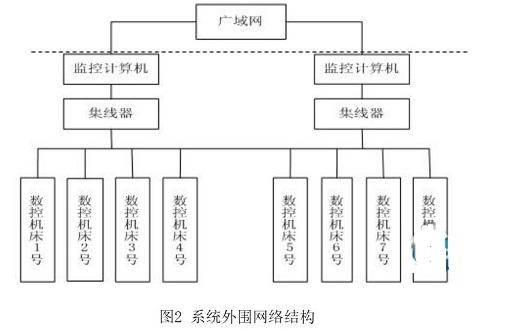
随着数字信息技术和网络技术的高速发展,人类正步入一个崭新的后 PC 时代。这个时代的主要特点是嵌入式系统无处不在,并不断地向科研生产及人类生活的各个方面渗透。而可编程控制器(PLC)对机床开关量信号进行控制时可靠性高,使用方便,在大多数数控机床,特别是经济型数控机床中,要求的输入输出点数不多的情况下得到广泛应用。在兼用PC 机系统资源的情况下,采用非实时多任务操作系统(如Windows)时,Win32 API 的设计可以满足多控制点复杂的数控功能要求,但由于Windows 的分时性,没有考虑到实时环境的开发用途,其系统调用的效率不高[详情]
-

根据实验室分拣系统的控制要求,精确的实现了机械手从圆点的下降、抓取、上升、右行、下降、释放、上升、左行还原等一系列的动作,完成这一控制系统的实现和应用,设计了PLC 控制的梯形图,并进行了实际接线调试,根据不同的设计要求和不同的需求改变数据和状况,可以使其应用的范围更加广泛。 [详情]
-

本文介绍了白车身机器人焊接生产线系统的组成,设计了白车身车门加工的工艺流程;以西门子S7—200为核心控制器设计了生产线的控制系统,并详细地对PLC的选型,硬件的设计和软件编制的流程进行了说明;给出了PLC的f/o接口图和详细的接线图,编制r了PLC与机器人的通讯协议,对夹具体的自动识别技术原理进行了深入探讨;以模块化编程为基础进行编程,实现了系统的稳定性和可扩展性。 [详情]
-

轮对磨合的全过程:将需磨合的轮对推到磨合机钢轨面上—输入轮对的轴号、压装日期、左右轴承的分类编号、代号一落下轮对(使轴承落在钢轨外侧的承载鞍上)—摩擦轮压紧轮对内侧—驱动轮对旋转磨合轴承—计算机实施监控—磨合完毕停止旋转(打印检测记录)—收缩摩擦轮—顶升轮对—推出轮对。 [详情]



