-

通过对机床工件搬运机械手主要结构和运动形式的探究,以及对机械手的工作过程和控制要求分析,根据机械手动作循环图设计液压系统控制图;并采用欧姆龙控制器系统进行电气部分的软硬件设计,绘制了PLC 的外部接线图和单循环自动工作状态流程图,将PLC 技术应用于机械手具有整体技术及经济效益。 [详情]
-

同步器测试系统是包含信号采集处理、电子电路、机械结构等学科于一体的自动控制机电一体化设备,能够完成典型的长时间、高重复性测试项目,运行稳定可靠,对于提高同步器测试自动化水平具有重要的实用价值。 [详情]
-

本文介绍Corona (MAXREFDES12#)子系统参考设计如何为工业控制和自动化应用提供结构紧凑而简单的隔离数字输入接口。 [详情]
-

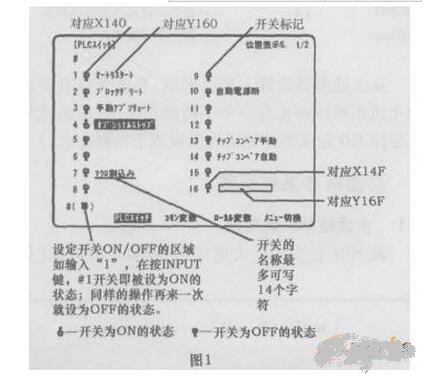
可编程控制器(PLC)由于其运算速度高、指令丰富、功能强大、可靠性高、抗干扰性强而广泛应用于各种工业控制部分,在智能现场控制系统中,选用PLC作为控制器是十分有效的。本文以汽车传动轴防尘罩的检 测为背景,着重讨论一种基于PLC控制的模拟汽车传动轴防尘罩实际运行环境的高低温试验箱控制系统的研制。 [详情]
-

组合机床自动线中的数控滑台采用可编程控制器直接控制,使组合机床自动生产线控制系统的成本显著下降。文章介绍了用PLC控制步进电机驱动的数控滑台方法,伺服控制、驱动及接口以及步进电机PLC控制的软件逻辑。 [详情]
-

本文针对汽车、拖拉机等零部件在机械加工中所需的随机均匀分度问题,研制了基于PLC的智能自动分度控制系统,利用软件消除累积误差。通过在数控镗床及数控齿轮单齿淬火机床上的运用,完全可以满足智能自动分度的精度要求。 [详情]
-

本文针对嵌入式数控系统中PLC的控制特点,提出了一种基于嵌入式数控系统的PLC模块实现方法,给出了一种基于Linux操作系统的嵌入式PLC体系结构,并详细分析了各系统模块的功能,分析了基于MiniGUI的PLC程序编辑器的设计,提出了嵌入式PLC执行系统指令解释器的实现方法。 [详情]
-
简述了STEP—NC的基本思想和概念,分别介绍了基于应用参考模型和应用解释模型的STEP-NC实施方案,并进行了对比分析,研究了应用系统与STEP-NC的接口方法和技术.重点讨论了应用参考模型格式物理文件接口方法,应用解释模型格式文件的实现方法,以及基于可扩展标记语言的实现技术。最后,总结了STEP-NC条件下实现STEP兼容式数控编程、数控加工的相关技术、系统的研究进展和所存在的问题。 [详情]
-
本文讨论了基于PC + NC 的并行双CPU 开放式数控系统的硬、软件平台的开发方法。 重点研究了软件平台的模块化,及提高其硬件独立性的方法,并在以UMAC 运动控制器为核心, 以IPC 和Win2000 为环境的平台上,开发了2 种数控装备控制系统。 [详情]
-
本文提出一种用MCX314运动控制器设计数控系统的方法。开发了一种高速度、高精度、高效率和高可靠性的数控机床控制系统。 [详情]
-
本文阐述数控立式加工中心的配置和工作原理,论述菲迪亚CO数控系统软件的安装和使用方法.研究动态调试的理论性方法和在实际使用中存在的问题,以HS664/3A机床为例,介绍采用菲迪亚CO数控系统动态优化软件的优化方法。 [详情]
-

随着装备制造业的迅猛发展,相应的数控技术加工难点和加工瓶颈也会接踵而来,这就需要我们针对不同的问题具体分析,凭借着我们以往的经验和拓展性的思路并结合实践找到一条最适合的捷径。 [详情]
-
本文阐述了基于嵌入式处理器的数控系统体系结构,分析了该体系结构下数控系统的硬件和软件平台的组成,介绍了嵌入式P C和实时Linux操作系统的数控系统应用实例。 [详情]
-
本文介绍自行研制的MKW7675数控往复式双端面磨床夹具动作的控制系统,通过其可编程序控制器实现先退夹具,再退砂轮,并控制夹具加速退出的同时,砂轮退出。对砂轮的补偿采用程序控制的方法解决,单步增量可精确到1μm ,补偿量可由操作工根据加工情况确定。 [详情]
-

三菱M60系列CNC作为三菱的新一代数控系统。因其具有优良的性能和较高的可靠性,同时兼具操作简便的特点,深受少广大用户青睐。我公司有多台采用60系列的CNC系统,在日常的土作中总结了一些经验,在此与大家进行一下交流。 [详情]



