-

塑料制品在近些年来已广泛使用,在许多地方,它已有替代金属制品的趋势。由于注塑模具生产具有效率高、产品质量好、节约原材料等优点,已成为塑料制品的主要成型方式,因此对注塑模具生产进行研究已成为促进现代塑料制品生产的重要手段。[详情]
-
Ed Pink于1959年创建自己的企业,并逐步发展成为现在拥有23名雇员的研发公司,即Ed Pink Racing Engines公司(简称EPRE,位于美国加利福利亚州的Van Nuys)。[详情]
-
自动化立体仓库具有占地面积小,周转快的优点,是集信息、贮存、管理于—体的高技术密集型机电—体化产品。自动化立庠仓库主要由高层货架,堆垛机机械手、自动控制和计算机管理系统组成,他可以实现列货物自动化搬运、存取,对货物存储现代化、信息化管理等目的。[详情]
-

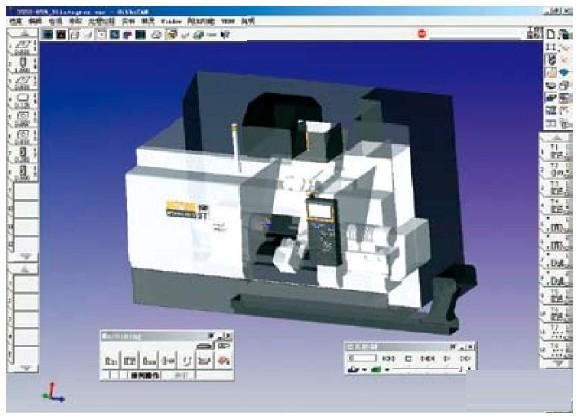
EdgeCAM为产品加工和模具制造提供了一套完整的加工解决方案。可支持2轴半至5轴联动的铣削、普通车削以及车铣复合加工设备,并且可与CAD系统实现无缝集成。EdgeCAM的4/5轴联动加工策略现已全面支持标准5轴加工设备。[详情]
-

非金属材料的性能及加工工艺日新月异,使得其以前所未有的速度被应用在汽车上。平均每辆轿车非金属材料的用量已由1981年的68.4公斤提高到目前的150-180公斤。[详情]
-
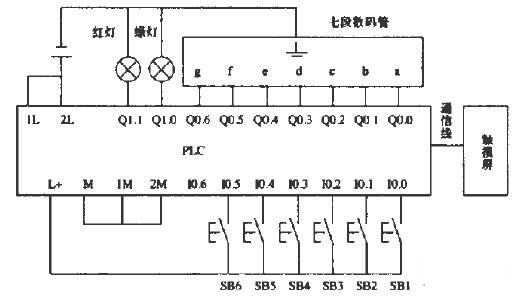
抢答器是一种广泛应用在各种智力竞赛中的一种典型电气控制产品,目前,市场上的抢答器,种类繁多,功能各异,控制方法也不相同。[详情]
-

交流电牵引采煤机是现代化矿井实现高产高效的关键设备之一。其电气设备控制系统的先进性和可靠性对保证采煤机的整机性能及提高其可靠性都有着极其重要的影响。[详情]
-

现代产品的设计开发周期要求越来越短,产品需求出现小批量、多品种和个性化的特点。为了适应市场快速多变的情况,产品的开发较少采用全新设计,而借鉴已有产品进行改进设计则是快捷、实用的方法。[详情]
-

随着嵌入式实时系统复杂度的提高,设计工程师在定义和分析系统初始要求时必须认真考虑软硬件的协同关系。通常设计工程师还必须权衡系统的灵活性、速度、成本、计划和可用工具之间的关系。[详情]
-

NX采用的是复合建模技术,该技术结合了旧版本Unigraphics和I-ideas的建模优点,其功能更强大,操作更加方便灵活,是当今先进的CAD技术。NX建模结合了传统和参数化这2种建模方法,用户可以自由地选择最合适的设计方法,在创建了一个模型后,可以根据尺寸直接进行驱动,即使模型不是用参数功能创建的.[详情]
-
同时拥有车削和铣削的功能,多主轴,多刀塔,材料在多工位加工,无需人工而自动从一个主轴转移到另一个,毛坯从一端进入,工件便从另一端出来——这就是GibbsCAM对多任务加工机床的一般阐释。[详情]
-

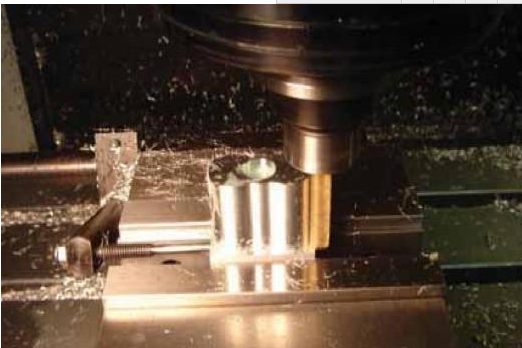
复合加工是机械加工的发展方向之一,也是数控设备发展的一个主要方向。在多种复合加工领域中,车铣复合加工是目前发展最完善的一个领域。在国内外的各种展会上,我们可以看到很多机床厂家纷纷推出此类设备作为高端设备的展示内容。[详情]
-

GibbsCAM软件通过集成同步管理与仿真为多任务车铣复合加工(MTM)机床编程
机床制造商们经过周密的规划才会推出精密或复杂零件加工机床。为了快速提高机床生产力,通常机床商们通过开发或改写适合自己机床的实用性软件,或在推出机床前向CAM软件商咨询合适解决方案。[详情]
-

采用GibbsCAM软件解决方案加速零件组生产,成功制造脊髓融合手术支架
Mendell公司坐落在在美国明尼苏达州Lakeville东南角的 Minneapolis 市郊,1965年成立,至今已有40多年历史。[详情]
-

某冶炼厂为吹炼炉配置有2台阳极炉,其中50t阳极炉用于将吹炼炉生产出的热粗铜精炼成阳极铜,再由圆盘浇铸机浇铸为阳极板。[详情]



