-
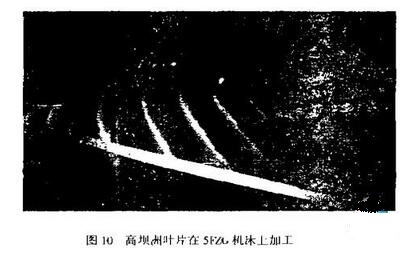
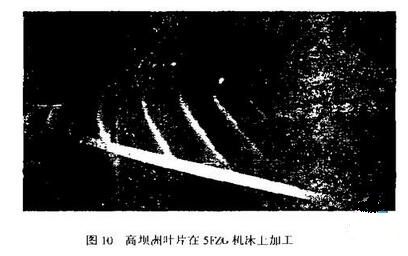
提要本文介绍某公司首次采用五轴联动数控技术加工大型轴流式水轮机转轮叶片的数控加工工艺,用SDRC/CAMAX的CAMAND软件进行三维造型及计算机仿真加工编程,工装及刀具,以及加工过程等。 [详情]
-
整体叶盘是高推比航空发动机采用的新结构。分析了国际同类整体叶盘制造技术,提出了一种整体叶盘复合制造工艺方案及五坐标数控加工的关键技术,包括叶盘通道分析与加工区域划分、最佳刀轴方向的确定与光顺处理、通道的高效粗加工技术、型面的精确加工技术、加工变形处理和叶片与刀具减振技术等。给出了该研究成果在预研型号中的应用实例,证明了所提方法的先进性和有效性。 [详情]
-

文中分析了凸轮槽螺柱零件的结构特征、工艺特点,融合四轴加工策略,编排了整合数控车削、数控铣削的加工工艺,并完成了零件的数控编程和加工,获碍了满足要求的加工效果。 [详情]
-

本文针对精密内圆磨削加工控制要求,提出了一种嵌入式精密内圆磨削数控系统PLC集成控制方案。以工业级触摸屏作为系统人机交互装置,共用嵌入式数控系统的ARM处理器,通过开发相应的接口电路和控制软件,将PLC控制功能集成于嵌入式数控系统中,提高了系统控制稳定性,增强了人机交互性能。 [详情]
-
伺服驱动系统是数控系统和机床的电气联接,它根据效控系统发出的控制信号对机床移动部件的位置和速度进行控制。从结构上主要由伺服电动机、撇动控制系统和位皿检侧装皿构成。伺服电机有步进电动机、直流何服电动机和交流伺服电动机。 [详情]
-
本文介绍了中凸变椭圆活塞型面的数控加工系统及常用的几种实现方式,并对几种方式进行了比较,阐明了该项技术的发展方向。还述及了该项技术的控制软件的设计、数控系统硬件的设计以及机械机构设计的各个方面。 [详情]
-
多功能数控布带缠绕机是集机械、电子、气动、控制、软件和数控等技术一体化的多学科交叉综合应用的复杂设备。从提高参数控制精度及匹配精度的角度出发,详细地介绍了一种新型布带缠绕机的结构、组成及实现方式,并对机床本体、张力控制系统、温度控制系统、压力控制系统及数控系统的设计与开发中的关键技术做了较为深入的探讨。将该技术应用于多功能布带缠绕设备中,采用专用数控系统、先进机械装置及控制算法,既实现了缠绕成型过程的自动化,又保证了缠绕制品的质量,解决了复合材料零部件成型过程的关键制造技术难题。 [详情]
-
本文介绍了软PLC技术的有关概念和组成结构,并把它和传统的硬PLC在控制方案上作了简要的比较。结合本课题数控机床控制系统的实际例子,在介绍了软PLC开发工具MatPLC的工作原理之后,详细描述了在Limrx下基于M廿LC的软PLC的实现过程厦实现过程中的注意事项。结果表明:所设计的软PLC通过PCI接口卡实现了对外围IO端口的读写探作,在嵌入式数控系统中应用稳定,节约了成本。 [详情]
-
随着我国经济水平的增长,市政工程也越来越多,在这些市政工程建设过程中有一个重要的环节便是管道铺设。[详情]
-
三菱伺服内置绝对位置传输协议。本文介绍了基于该传输协议,使用PLC普通指令来读取三菱伺服绝对位置数据的方法。这对非三菱PLC系统与三菱伺服配合,构建绝对位置系统具有借鉴参考意义。 [详情]
-
随着计算机和微电子技术的飞速发展嵌入式系统作为计算机应用的一个重要领域己深入到社会的方方面面。本文在ARA49硬件平台的基础上,加强操作系统的实时性,设计满足数控磨床加工需求的软件系统。 [详情]
-

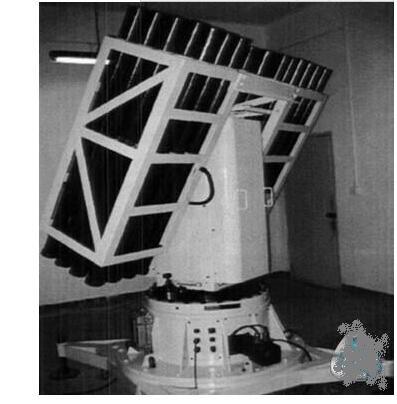
泵轮是抽水蓄能机组的核心部件,结构复杂,流道狭长,加工难度大,要求精度高。利用数控加工技术,采用分块加工,各块体叶片采用整体数控加工的新工艺,叶片数控加工采用模拟仿真技术,优化刀路,保证数控加工的准确性、安全性和效率。分块拼装完成整体泵轮,可以保证装配的精度,提高效率。 [详情]
-
为了延长PLC控制系统的寿命,在系统设计和生产使用中要对该系统的设备消耗、元器件设备故障发生点有较明白的估计,也就是说,要知道整个系统哪些部件最容易出故障,以便采取措施。 [详情]
-
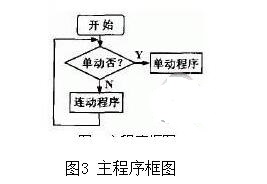
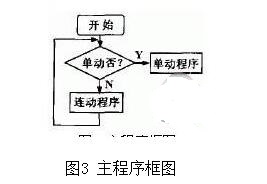
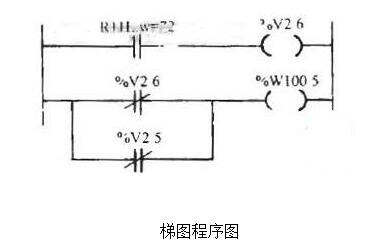
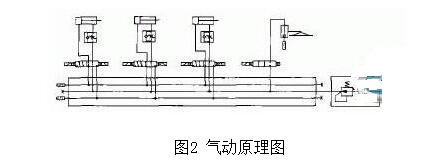
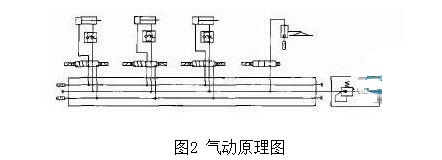
本文介绍了采用气动元件的物料搬运系统的结构、气动系统及其PLC控制系统。物料的搬运方式具有可抓可吸的多用途功能;气动系统电磁换向阀采用汇流板集装方式,减少了占用空间;PLC控制具有单步、自动等多种工作方式。 [详情]
-
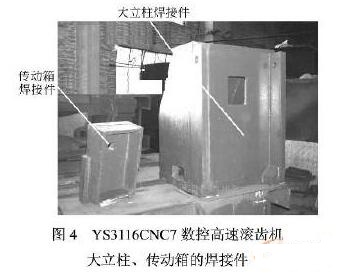
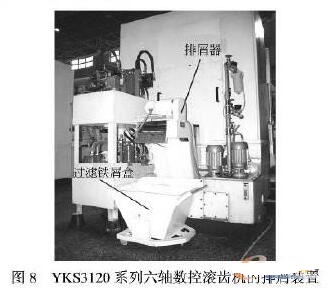
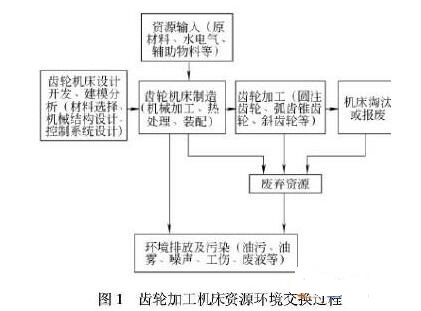
在对传统齿轮加工机床技术特征及其资游环境影响状况进行分析的基础上,总结提出齿轮加工机床的绿色设计和制造技术框架。对于式切削技术、少无切屑加工技术、数控化技术、模块化及结构优化设计技术、再制造重用等技术及策略进行详细论述分析,指出齿轮高速下式切削技术及成套装备的开发是未来绿色齿轮加工机床发展的重点领域及土要趋势。 [详情]



