-
水轮发电机镜板的平面度、平行度、光洁度要求高且工件尺寸大,难以用平面磨床进行加工。文中介绍了运用立车借助专用工具并选用合适的介质加工水轮发电机镜板的数控技术工艺。主要从立车的选择、机床要求、专用工具的设计和制作以及研磨剂、抛光膏、清洗剂的选择等方面介绍立车加工镜板的数控技术工艺。 [详情]
-

在进行高精度部件加工中,数控技术加工工艺发挥着重要作用。数控技术加工工艺属于数控机床零件加工的一种数控技术工艺,通过数控机床,应用数控技术进行零件及刀具位移控制的一种先进机械加工工艺,在制造业中应用十分广泛。[详情]
-
本文介绍了基于PLC的三面铣组合机床,详细讲述了PLC技术及特点,采用三菱电机的FX2N系列PLC,从工作原理、机床工作流程、PLC的I/O分配和硬件软件设计。整个控制系统结构简单、轻巧、灵活性强、效率高,具有很高的自动化程度。 [详情]
-
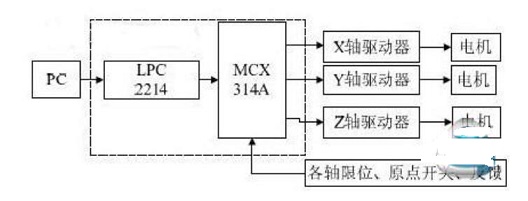
本文研究了运动控制器应用于铣床数控改造的应用方法。首先介绍了数控系统的工作过程,然后重点分析了其硬件组成与软件设计,并通过试验实现了数控代码的预期功能,表明该通用嵌入式的运动控制器应用于经济型数控机床改造是可行的,具有广阔的前景。 [详情]
-
基于PROFIBUS-DP的钢铁造型生产线PLC控制系统设计
本文介绍了某钢铁厂造型生产线PLC控制系统技术改造方案,本系统采用PROFIBUS-DP过程现场总线技术实现主站与从站的数据交换和分布式控制功能,通过上位机进行集中控制,完成可视化人机操作界面、通信、联网等功能。该方案适用于其它工业控制系统。 [详情]
-

螺纹车削刀具数控技术已经从全面改善车刀性能的涂层及材料等级方面所取得的共同进步中获益。此外,在螺纹车削刀片方面,人们进行了更好的结构设计,实现了更佳的切屑控制的数控技术。尽管发生了这些变化,制造工程师们倾向花很少的时间来优化螺纹加工操作,将螺纹加工过程看成是一种无法不断取得进步的"黑匣子”。 [详情]
-
本文介绍了基于FANUC系统的三轴数控铣床增加第四轴的方法、重点介绍了参数设置和PMC梯图设计。 [详情]
-
目前塑料模具越来越精巧、结构越来越复杂、整副模具越来越精密,模具要求的合模次数接近和超过80万次,国外的塑料模具厂商采用的模具钢材的硬度越来越高,有的甚至超过HRC 64以上,而模具的交货期却要求越来越短。这些市场特点给模具制造商带来了极大的压力。高速铣削数控技术 技术的出现为模具制造带来了新的发展机会,尤其在中小型精密塑料模具加工中数控技术显示了巨大的优势。 [详情]
-

随着数控加工技术在模具产业中的应用,越来越多且复杂的型腔及槽体类零件出现在模具中。传统的数控加工方式基本靠经验,对快速选刀并未有太多的研究,这对提高数控加工的效率有着很大的影响。[详情]
-

ADS1210是一种高精度、宽动态范围,采用单5V电源供电,具有24位分辨率的新型A/D转换器。封装形式有18脚双列直插式和18线贴片式。[详情]
-
时下,随着计算机控制技术的大力发展,以微处理器为核心的可编程序控制器(PLC)控制已逐步取代继电器控制,普遍应用于各行各业的自动化控制领域。[详情]
-

随着现代制造技术的不断发展,零件的制造加工、金属的成型等日益实现自动化,机械制造业已逐步进入了全盘自动化时代,实现装配自动化是生产过程自动化或生产自动化的重要标志。[详情]
-
近年来,随着环境保护和节约能源的呼声越来越高,使得零能耗建筑日益受到关注。零能耗建筑指的是建筑的零能源消耗,它通过各种节能技术的应用和节能管理水平的提高,来增强人们的环保和节能意识。[详情]
-

西门子公司的Wincc (Windows Control Center)是功能强大的上位机监控软件,在自动化行业有着非常广泛的应用。 [详情]
-

在Windows操作界面上双击CimatronE9.0图标,或选择【开始】/【程序】/CimatronE9.0/,进入CimatronE9.0初始界面。[详情]



