-

本文介绍了微径铣刀在制造工艺、刀具性能、刀具材料和涂层技术方面的研究进展;讨论了微细铣削数控技术术在表面粗糙度及毛刺、切削力、刀具磨损及寿命等切削机理以及对微小零件加工能力的研究成果和发展前景。 [详情]
-
本文针对目前国内中、低档刀架的不足。介绍了以TBl20伺服刀架为控制对象,Fanuc 0i数控系统的PMC为控制核心的伺服刀塔系统的硬件和软件的设计方法,分析了PMC的控制原理,给出了部分信号的接口地址。经实验验证,该伺服刀塔满足了数控机床对核心功能部件的要求,具有较高的工程应用价值。 [详情]
-
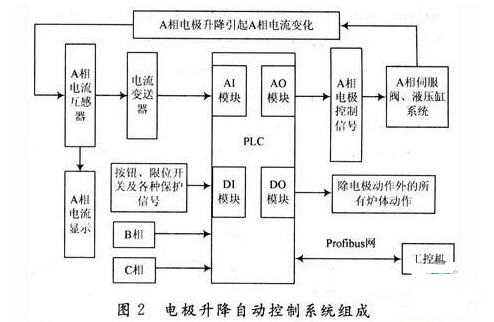
目前,在我国冶金行业中,大多数三相电弧冶炼电炉是靠人工凋整电弧电流进行控制的。由于电弧炉的非线性、大滞后、强耦合、时变及随机干扰较强等难点,以及工人的经验不同,冶炼的效果分散性很大,导致产品质量下降,在冶炼的不同阶段,控制效果很难一致,系统容易振荡,增加电极消耗,严重时会引起断电现象,不能保证三相电流的平衡输入,产品质量不稳定,或者采用的控制器为BOOL型控制模式[详情]
-
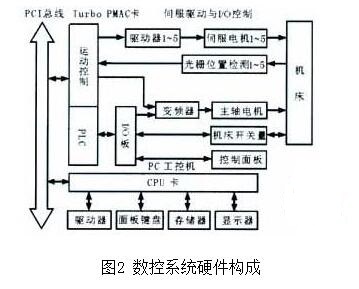
设计了基于"PC+Turbo PMAC"开放模式的数控系统,实现3PRS-XY混联型并联运动机床的运动控制.利用Turbo PMAC开放的运动学计算功能,将运动学变换计算嵌入到Turbo PMAC中,在Turbo PMAC中完成轨迹粗插补,提高了控制系统的实时性和可靠性,降低了系统的开发周期。 [详情]
-
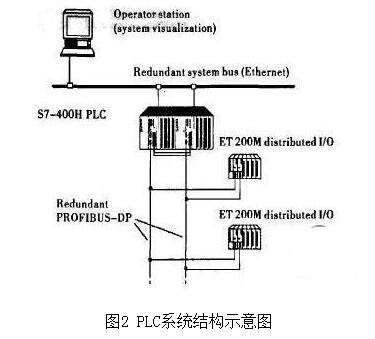
本文介绍了西门子S7-400H可编程控制器(PLC)的结构和工作原理,以及在石化装置应用过程中的故障分析和相应的处理方法。 [详情]
-
从航空液压壳体的结构特点、加工难点着手,阐述了通过数控加工技术保证液压壳体加工质量,提高加工效率的数控技术。 [详情]
-
本文提出了基于内部辅助继电器状态标识法的热封机数控设计,并开发出一套以微处理器为中心,在不同环境下,制定出合理的热封温度、压力和时间的上下限的数据采集程序,并将其状态显示在GVWIN2.1触摸屏上,做适当修改,具有可靠性高、适应性强、热封牢固等优点。 [详情]
-
本文介绍了现代数控技术以及国外木材和人造板数控加工装备的主要技术成果,分析了国外木材和人造板数控加工装备的发展状况,总结了木材数控装备的共性关键技术,并提出了木质新材料对数控设备的发展要求。 [详情]
-
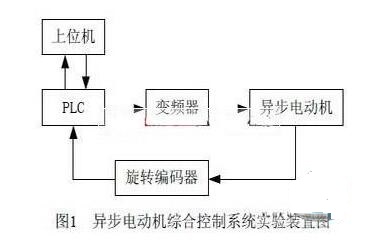
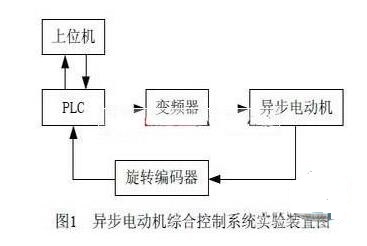
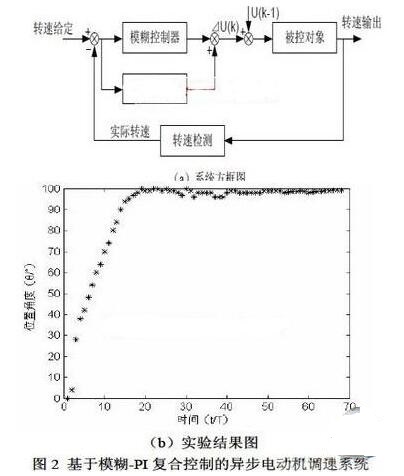
本文设计了一种基于PLC的异步电动机调速与定位综合控制系统,应用模糊-PI复合控制算法实现了异步电动机的速度控制,应用比例因子自调整模糊控制算法实现了异步电动机的位置控制。该系统集异步电动机速度控制和位置控制为一体,达到了一定的控制精度。 [详情]
-
齿轮在工业发展中的地位一直比较突出,被公认为是工业化的一种象征。从这个角度来看,关注齿轮的先进加工数控技术 和发展趋势具有极其重要的意义。 [详情]
-
文章介绍三菱FXON系列PLC在六工位组合机床控制系统中的运用,分析了控制的内容以及控帝j要求,设计了控制电路,采用梯形图编程方式,用顺序控制的设计思路开发了控制程序,介绍了实现PLC控制的过程,实现了机床的自动循环加工。并对整个系统进行了运行和调试,结果表明将PLC控制技术应用于六工位组合机床的控制系统中。[详情]
-
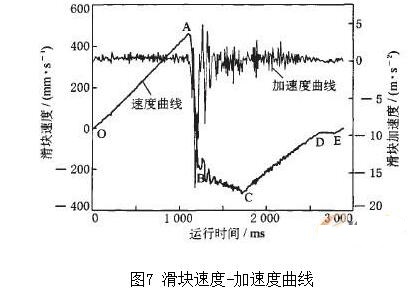
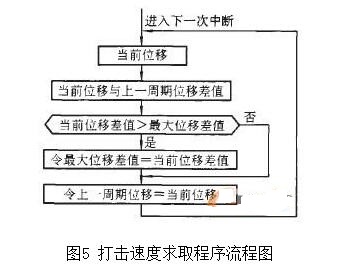
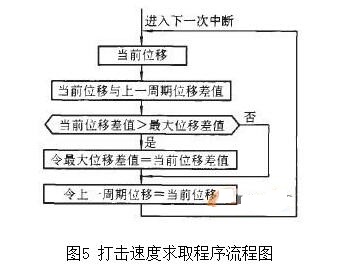
本文提出了一种基于S7-200 可编程逻辑控制器的摩擦压力机数控系统,采用旋转编码器组成滑块位移检测装置,实时检测运动部分的位移和速度,计算对应的系统能量,从而控制摩擦盘与飞轮的结合与脱离,实现控制打击能量的目的.另外,该数控系统可以实现一打、手动二打、手动三打、自动二打、自动三打等工艺需求,兼容了传统的脚控打击功能,以较低的成本显著提高了摩擦压力机的控制水平和自动化程度,并能有效提高模具寿命。 [详情]
-

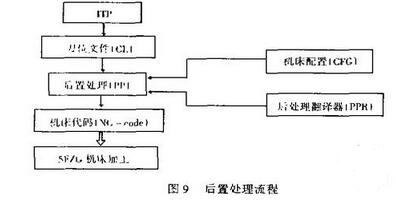
现代数控加工都是先采用 CAD/CAM 软件画出零件的加工草图,然后根据草图做适当的属性设置,生成G 代码,生成G 代码之后通过某种方式将G 代码传送给数控系统进行解释转化成实际的轴运动。但是由于实际生成的G 代码数据量相对于ARM 嵌入式数控系统存储资源而言很大,不可能将G代码全部传给ARM数控系统存储起来之后再一条一条来解释、加工,因此在数据传输的过程中应该有一个流量控制的问题。 [详情]
-

研究了因电机频繁起动引起的电机温升和转矩响应问题,提出了一种基于S7-300可编程控制器和ACS800变频器的电动螺旋压力机控制系统方案。[详情]
-
本文以华中数控伺服驱动HSV-160为例。介绍该伺服驱动在机床上实际应用中的调试、出现的故障诊断和排除方法。 [详情]



