-

交流伺服电机驱动是目前成形装备发展的一个新方向,不但可以实现成形装备柔性化和智能化,还可以提高生产率和产品质量、节能环保。本文介绍了交流伺服传动的基本原理、交流伺服压力机发展现状并就其中若干关键技术问题发表了看法:大功率交流伺服电机及其驱动控制技术;交流伺服传动过程能量的回收;无飞轮压力机传动系统设计;重载高效精密螺旋传动技术;基于伺服压力机的成形工艺优化等。文章还就交流伺服压力机的发展趋势进行了展望。 [详情]
-

本文给出一种基于LMDl8245型驱动器的二相步进电机细分驱动器的设计方法。着重介绍LMD-18245的工作原理以及系统的硬件连接和软件设计。 [详情]
-

本文简要分析当前自动化装配生产过程中存在的问题,设计出由可编程控制器(PLC)控制的多工位合件自动装配机。介绍系统组成和装Ji~5-艺过程,探讨了系统硬件、软件的设计方案和实现。通过人机界面,可实现整个系统的监控管理、故障报警和生产统计分析。实践证明,该装配机可以完成不同型号产品的装配,满足生产需要。 [详情]
-
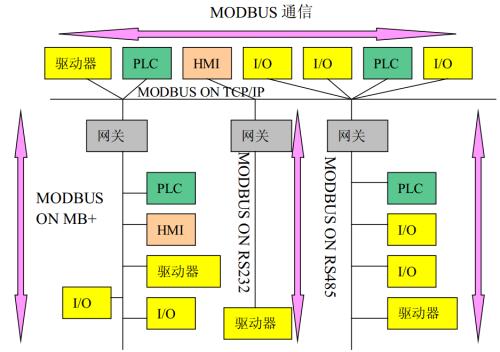
对改进传统的复杂伺服电机联动控制系统的目的,提出一种新的设计方案,采用Modbus RTU通信协议,简化了系统复杂度,降低了成本,并且通过自行设计接口转换电路,提高了通用性;另外,该系统通过改进优化的软件设计,能实现系统的连续运行,解决了定位数据运行模式只能定位不能连续运行的问题。先介绍总的系统设计,然后介绍Modbus RTU协议以及具体实现方法,最后以LabView编程为例,介绍上位机软件系统的实现过程。 [详情]
-
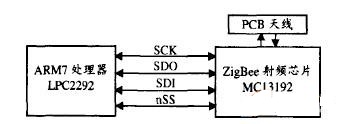
本文针对当前嵌入型数控系统数据传输的问题,基于ARM和ZigBee技术,为嵌入型ARM数控系统增加无线通信接口,并设计ARM网关负责网络管理、外部连接和数据分发,实现数控系统之间的无线组网。实验证明该方法简单易行,既能保证数控系统的加工效率,又能获得满意的数据传榆准确率和数据传输速率. [详情]
-

本文对西门子PLC编程软件在数控车床上的应用进行探讨,着重描述如何在sINuMERIK 802系统和SINUMERIK 810D、840D系统进行PLC编程,实现对数控车床的控制。[详情]
-

为了满足数控机床系统中PLC梯形图向指令表转换的要求,将梯形图的构成形式分成母线、环、半环、环母线等结构元素,利用这些结构元素检验梯形图的合法性,分析梯形图和指令表之间的关系,设计梯形图向指令表快速转换的算法。应用实例表明:该算法效率高,实时性好,能满足数控机床系统的要求。[详情]
-
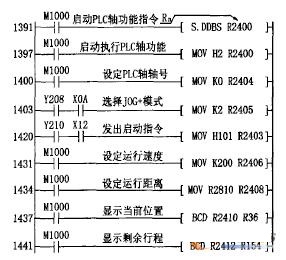
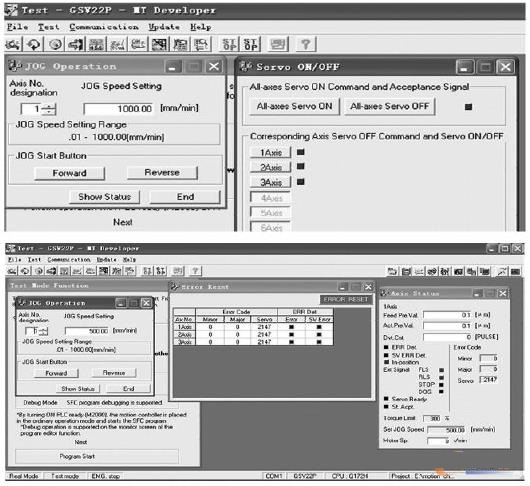
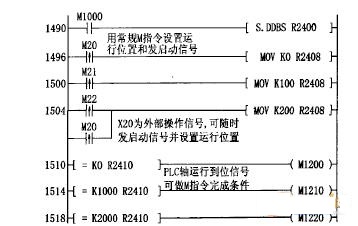
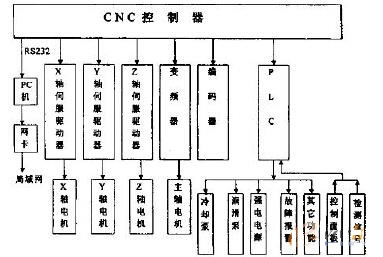
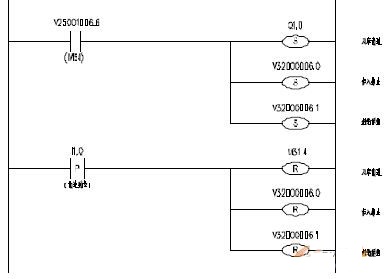
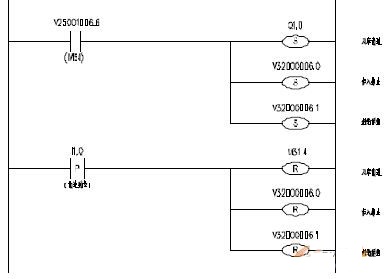
本文介绍了利用三菱E60数控系统开发其PLC轴功能的方法。特别阐明了PLC轴实际连接和参数设置,编制相关PLC程序的关键技术以及PLC轴在全自动加工程序中的应用方法。[详情]
-
数控铣床以程序控制的自动加工机床,随着现代工业生产发展,自动化程度提高,对自动控制提出了更高的要求。本文通过三菱Q PLC对铣床运动控制的研究,来阐述实现控制的自动化,以提高自动化控制水平。[详情]
-
基于Windows的华中数控世纪星数控系统PLC编程系统设计
华中数控世纪星数控系统采用“内装型”PLC。在DOS环境下使用C语言对其进行编程,这种编程方法没有采用Windows操作系统的方便和快捷,而且使用C语言编程同使用传统的梯形图编程相比,对编程人员的技术水平要求高,不便推广使用。[详情]
-
本文介绍了PLC在数控铁床电气控制以及故障诊断方面的一些应用,PLC应用在数控铣床后,使电气控制系统的硬件电路得到了简化,便于安装调试和维护,提高了电气控制系统的可靠性。[详情]
-
文章着重阐述了发那科、西门子、华中三种不同类型的数控系统,在PLC编程中各自的特点、区别及部分应用举例。[详情]
-
本文从电解加工机床控制系统中的PLC选型、控制系统的软、硬件方面对控制系统的总体方案进行了详细的阐述,并对电解加工机床的调试步骤进行了系统的介绍,最后,针对电解加工机床调试中出现的问题,提出了相应的解决方法,经调试后电解加工机床的运行稳定。[详情]
-
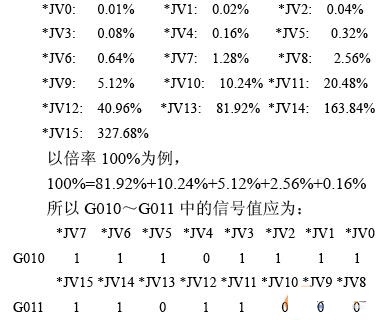
本文介绍了在FANUC-0i数控系统中速度倍率修调信号的定义与接口信号;介绍了PLC 编程指令(CODB)、二进制旋转编码开关和设置转换数据表实现数控机床速度修调的方法。通过实例具体进行了讲解,说明采用该方法能够根据实际要求对机床面板进行定制和设计,使得FANUC 系统的功能得以充分的利用。[详情]
-

本文介绍了飞扬CO数控系统使用符合IEC 1131-3标准的OpenPCS Infoteam软件,采用StructureText(结构文本,简称ST语言)语言进行电主轴润滑PLC程序和电气接线切换PLC程序的编写方法。[详情]



