-
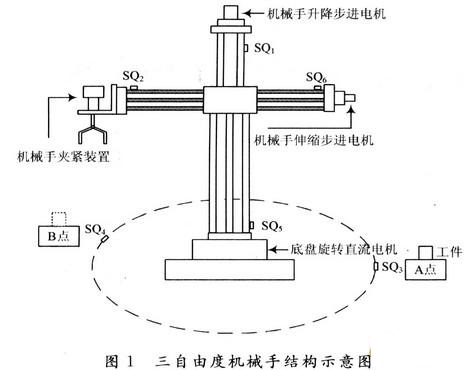
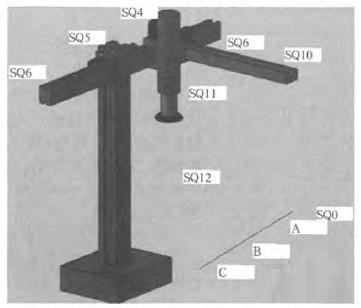
为了提高机械手在工业生产中定位的精度,介绍一种基于PLC的三自由度机械手控制系统设计方案。方案中提出了步进电机在机械手定位应用中的一种新思路,详细论述三自由度机械手控制系统的硬件结构及软件实现方法,并建立M("GS组态环境界面对系统的运行进行监控。测试结果表明,该系统运行稳定,定位精确,具有较高的应用价值。[详情]
-
随着社会生产不断进步和人们生活节奏不断加快,人们对生产效率也不断提出新要求。由于微电子技术和计算软。[详情]
-

本文分析了螺旋焊管生产过程中存在的问题,结合其工艺流程和工作原理,设计了一套软件和硬件结合的钢管自动优化剪切系统,两组PLC分别采集安放在不同工位的编码器脉冲,通过无线以太网实时交换生产数据,结合生产过程中用到的各个公式和规则,提出了飞剪优化剪切算法,并编写了相应PLC控制程序,在现场进行调试后,很好地完成了螺旋焊管自动优化剪切,系统得以成功应用。实践证明,该系统解决了原有生产线不合格废管的产生问题。提高了生产线自动化水平,并且避免了生产原料的浪费。[详情]
-
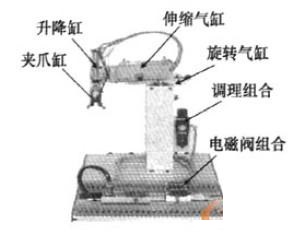
该文论述了一种基于PLC控制的气动机械手的结构功能、控制原理,并介绍了用三菱PLC与各元器件的连接,PLC控制过程和程序设计。[详情]
-
本文介绍了一种应用于流水线的机械手运动控制系统。系统采用兰菱FX系歹UPLO作为控制器,给出了具体的I/O分配、控制面板硬件接线图及控制过程的详解,软件部分给出了PLO控制程序的SFC图。安装有组态王的计算机作为上位机进行系统监控,以便及时了解系统工作状态。[详情]
-
在齿轮热处理生产线上,齿轮淬火机械手将齿轮从加热保温炉中取出,首先放在淬火压床工作台上,在齿轮淬火后再将齿轮从淬火压床上取下,放至滚道上,然后再进入下一步工序。为了保证工件品质,须确保炉内温度和气体成分波动小,因而该工艺过程须严格控制开炉门时间。[详情]
-
本文介绍了利用三菱FX2N系列PLC对T68镗床的改造。阐述了系统改造方案.同时根据T68镗床的控制要求和特点,确定PLC的输入输出分配,在继电器控制线路的基础上。设计出梯形图并进行现场调试。[详情]
-
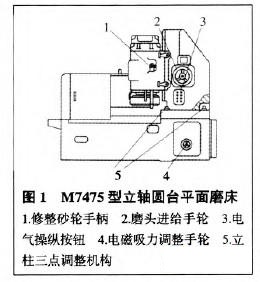
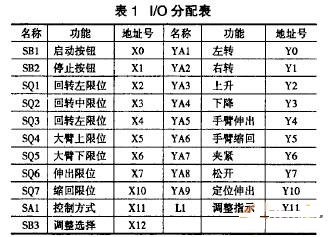
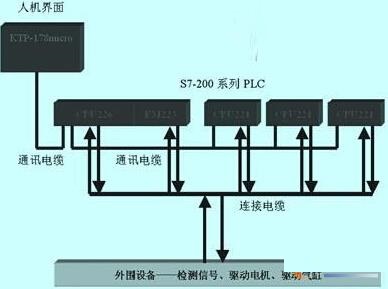
本文介绍了用西门子S7—200 PLC对M7475型立轴圆台平面磨床控制系统进行的改造。利用PLC控制系统,可实现磨床启动、停止、砂轮转动、工作台移动和工作台转动,并且砂轮升降有手动和自动两种控制方式:提供过载、断相、零励磁和零电压保护;并可根据所吸工件的大小,灵活调节电磁吸盘的吸力。[详情]
-
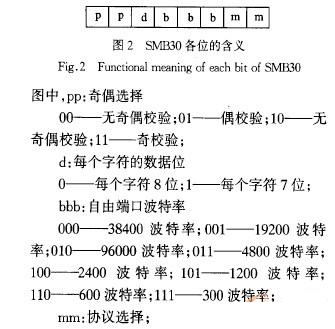
在实现利用PLC作为下位机完成数据采集等功能时,PLC和上位机间的数据通讯是一关键环节,为此需要对PLC与上位机间的串行通讯机理进行研究.详细分析了西门子公司的SIMATIC S7—200系列PLC与上位机间的串行通讯原理和方法,给出了在visuaI BaSic环境下的PLC与上位机之间通讯程序的设计方法,设计的程序保证了在viSual BaSic环境下的PLC与上位机之间的通讯,并应用于某自动卸胎机械手的设计。该方案对小规模系统具有现实意义。[详情]
-

本文介绍了用可编程序控制器来对双柱立式车床控制系统进行现代化改造,简要叙述了双柱立式车床的工作原理及用PLC进行改造设计的方法和设计步骤,并给出PLC编程程序梯形图。PLC控制的特点使原机床控制大大的简单化,并且维修方便,易于检查。节省大量的继电器元件,使机床的工作效率更高。[详情]
-

PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。本文论述了PLC的内部结构,发展历史及其基本原理构成。[详情]
-

本文针对龙门吊抓取货物时通过限界过于狭窄的缺点,本文提出了基于PLC控制的自动转向系统实现方案,保证了龙门吊转向控制的安全性和可靠性,并增强了控制系统的灵活性[详情]
-
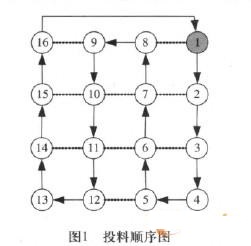
实现摩擦材料生产线的自动化。设计了自动投料系统。采用高精度传感器进行称重。采用数控滑台控制料杯的位置,用PLC控制步进电机来实现滑台的位置控制。并对系统硬件结果和软件系统进行设计,制作了样机。实践表明,该系统运行稳定,成本低廉,适合推广使用。[详情]
-
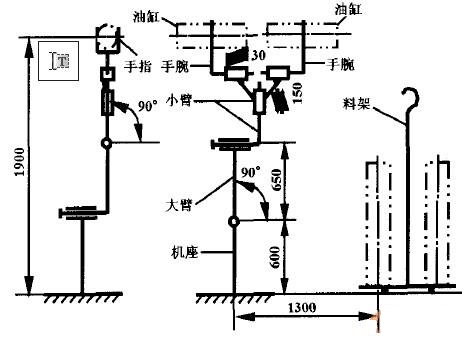
本文以数控机床的上下料机械手为研究对象,采用可编程控制器(PLC)对其液压驱动装置进行控制,实现了系统的智能化和柔性化。对系统的工作原理及机械本体、液压驱动和PLC控制方案等方面进行了较为详尽的论述。[详情]
-
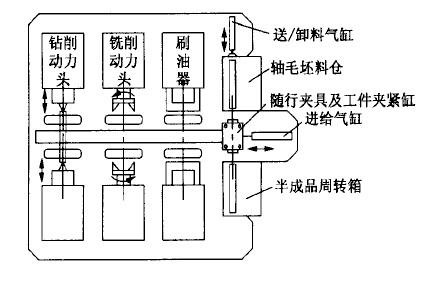
文章在分析轴类零件传统加工工艺的基础上,推出了一种基于PLC控制的轴加工组合机床,阐述了其机械结构与控制系统,该机床将铣削动力头、钻削动力头和刷油器对称直线布置,采用气缸实现工件的装卸与各工位的往复循环,该组合机床各功能部件对称直线布置的这一结构特点,为其结构的简化与功能的柔性化奠定了良好的基础,是一款加工轴类及箱体类工件的经济实用型专用设备。[详情]



