-

基于PowerMILL软件的汽车大灯座模具的数控加工技术(二)
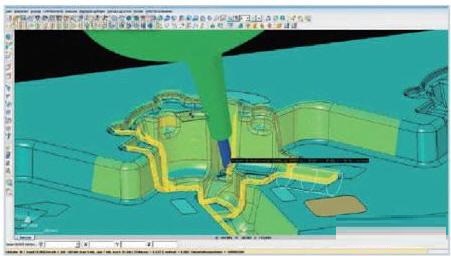
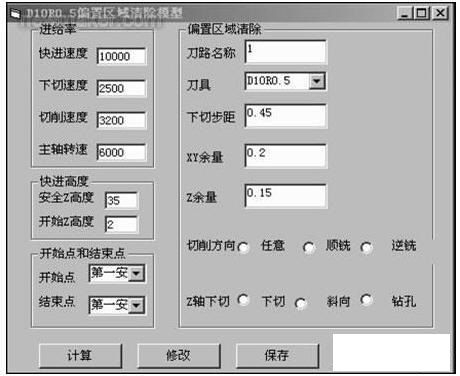
Delcam软件具有强大的实体加工功能和统一共享的数据库,无需几何传输。在PowerMILL模块中,可直接输入PowerSHAP模块中生成的三维模型(CAD模型)进行CAM加工,可实现无逢数据传输。下面以模具凸模为例介绍数控加工过程。[详情]
-

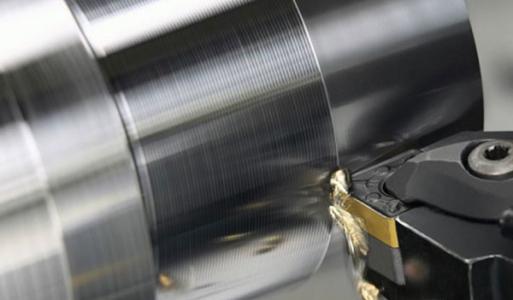
工件材料不同,切削过程中的变形程度也就不同,因而产生的切屑种类也就多种多样,如下图示。图中从左至右前三者为切削塑性材料的切屑,最后一种为切削脆性材料的切屑。切屑的类型是由应力-应变特性和塑性变形程度决定的。[详情]
-
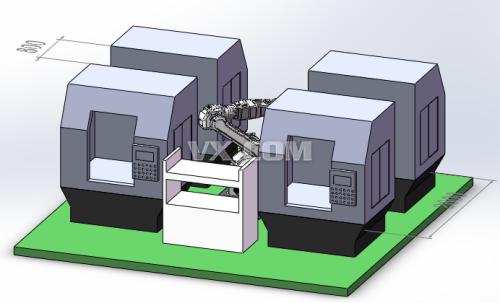
适合于加工周期性复合投产的零件有些产品的市场需求具有周期性和季节性,如果采用专门生产线则得不偿失,用普通设备加工效率又太低,质量不稳定,数量也难以保证。[详情]
-
瑞士的Urma公司与德国Paul Horn公司在共同工作中,研发了迄今为止切槽加工中独一无二的刀具系统。此种加工能细分成轴向加工和钻镗加工2个部分。[详情]
-

美国先进制造研究机构AMR将MES定义为“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。[详情]
-

不同程度的数控立式车床的电源故障影响正常的工作,根据数控立式车床的使用性能和其电源造成的故障频次和难度,把数控机床所使用的电源分成了三级,从一次电源到三次电源,依次为派生关系。[详情]
-
PowerMILL是英国Delcam公司开发的一款可独立运行的CAM系统,在模具行业中应用极为普遍。EDM(电火花加工)是模具加工中常用的方法,而电极是电火花加工中不可缺少的组成部分。[详情]
-

车铣复合机是利用铣刀旋转和工件旋转的合成运动来实现对工件的切削加工,使工件在形状精度、位置精度和已加工表面完整性等多方面达到使用要求的一种先进切削加工方法。[详情]
-
上世纪50年代,自动化程序设计工具(APT)语言被开发出来。APT语言包括预处理器或几何形状指令、用于刀具路径计划的处理器以及用于确定指令和控制机床的后处理器等。[详情]
-
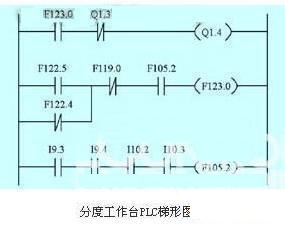
数控机床是典型的机电一体化系统。PLC工程现场界面涉及光、机、电、气、液等复杂的输入输出信令,加之PLC对于信号的逻辑处理具有的抽象运算特征,使得工业现场故障处理工作通常是相当的复杂困难,PLC机电系统现场故障往往使得缺少工程经验的设备管理者们束手无策,较长时间的故障处理处理可以大幅度降低产能,严重影响生产。[详情]
-
本文提出一种基于可重构伺服驱动的调试工具的设计方法,并利用Visual Studio开发出相应的调试软件。该软件通过串口灵活、方便地与伺服驱动进行连接,能够实时显示、备份伺服驱动系统中的一些参数变量,能够对可重构伺服驱动中的各模块进行操作、管理。实现了对各类库文件、调试文件的存储,从而实现了对伺服驱动的快速调试。对操作界面图形化,使用户操作更加人性化、智能化。实验结果表明,该软件具有一定的可行性和应用性,具有一定的实用价值。 [详情]
-

某客户V法铸件年产量10万吨以上,铸造用模具均为木模,每年开发新产品约60余种。数控产品以平衡重类为主,铸造用模具尺寸较大。 [详情]
-

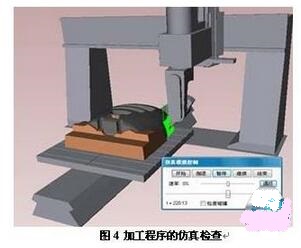
为满足STEP-NC数控系统研究需要,在研究STEP-NC信息模型、程序结构基础上。首先提出STEP-NC数控系统人机界面(MMI)软件的过程模型,并阐述各组成模块的功能。随后针对STEP-NC数控系统MMI实现的关键问题。设计并实现了信息提取、数据显示、路径生成、切削仿真及G代码生成等功能模块。并通过STEP-NC标准的一个测试件实例验证本软件的正确性及有效性。 [详情]
-
基于PC机和Windows操作系统的开放式数控系统是数控技术的大势所趋。[详情]