-

绿色制造是一种现代制造模式,它综合考虑了制造业对环境的影响和对资源效率的利用,它的目标是使产品在设计、制造、装配、运输、销售、使用的整个过程中,对资源的利用率最高,而对环境造成的危害影响最小。[详情]
-
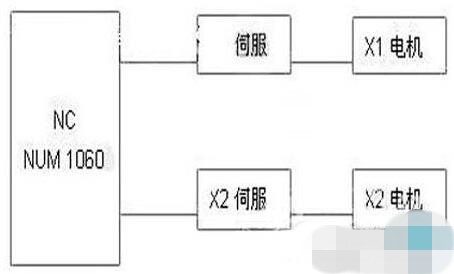
本文介绍的动龙门、双主轴、双轴组数控机床主要由机床操作面板(包括显示器)、X1、X2、Y1、Y2、Z1、Z2六个直线坐标轴(其中X1、X2为龙门同步轴)、双主轴及机床的液压、润滑、冷却系统等机床辅助功能组成。[详情]
-

面对我国航空、航天、核电、风电、船舶等国家重点领域的重大工程项目对关键加工装备的迫切需求,发展大型、重型高档数控机床成为必然,高架式五轴车铣加工中心就是为此而设计的。[详情]
-

对变齿厚蜗杆有一定了解的人都知道,它的加工工艺复杂异常,当下对变齿厚蜗杆的加工主要采用的是通过挂轮车的方法进行,这需要规模庞大计算总量,还应当进行制作挂轮等工作。[详情]
-

PLC的最核心部分为中央处理器,即CPU,其包括存储器与CPU两个部分。一般中小型的PLCCUP通常是8位或者16位的微处理器,控制器为单片机。PLC的存储器也有两个部分,分别是系统程序存储器与用户程序存储器。[详情]
-

自适应是指对环境的变化有自适应能力,即系统按照环境的变化,调整其自身使得其行为在新的或已经改变的环境下达到最好,或者至少是容许的特性和功能。[详情]
-

所谓五轴加工在这里指的是一个人机至少五轴(三线性坐标,两个坐标),而且在计算机数控(CNC)系统控制下,可处理某些复杂自由曲面,如涡轮叶片和涡轮机、舰船螺旋桨、许多壳体、模具表面特殊和复杂型腔。[详情]
-

薄壁深腔类零件广泛用于一些仪表产品的箱体当中,在以前的加工中经常使用焊接式的机箱,但是由于焊接式机箱在焊接后容易变形,在加工之前必须由钳工校正。[详情]
-

当前,西门子(SIEMENS)与发那科(FANUC)都是很好的数控系统,占据了大多数的数控系统市场,都为中国的数控机床业的发展做出了贡献。[详情]
-

随着科学技术日新月异的发展,快速成形技术,特别是3D 打印技术逐渐在制造业中显露头角并成为其不可或缺的一部分。[详情]
-

生产中遇到许多易变形弹性薄片零件,如常见的垫圈、摩擦片、碟性弹簧,薄板、飞片等,它们刚性差、散热困难、装夹时易引起装夹变形,加工时会出现翘曲,严重影响零件的加工精度。[详情]
-

数控技术的发展对工业生产带来了革命性的影响,数控技术和数控设备的先进性已经成为衡量一个国家、企业数字化的重要标准。[详情]
-

目前许多设备中使用凸轮机构进行控制,其中关键零件凸轮的加工一直是机械加工的难点。传统的凸轮加工的方法是采用分度头铣削或靠模法加工,加工难度大、周期长、加工精度低、对操作工人技术水平要求高,因此传统的加工方法不能满足生产的需要[1][2]。[详情]
-

在五轴加工的发展方面,其应用主耍是因为生产量的变化。以前,主要集中于各轴的联动。这一技术多用于产量极小的模具生产。[详情]
-

当进给运动超过由软件设定的软限位或由限位开关决定的硬限位时,就会发生超程报警,一般会在CRT上显示报警内容,一般的机床正方向超程,往反方向走,即可排除故障,解除超程。[详情]



