-

水轮机叶片数控加工及其高效刀具的开发与应用[详情]
-

以往对飞机、涡轮机、水轮机和各类模具中具有高附加价值的复杂形状零部件,都采用多道工序和多台机床进行加工。[详情]
-

机翼型叶片,截面呈机翼型,空间呈三维扭曲造型,在轴流式透平压缩机中有广泛的应用,其加工制造已普遍采用五坐标联动数控机床来完成。[详情]
-

自从1952年美国麻省理工学院伺服机构实验室研制出世界上第一台三坐标数控铣床以来,数控系统在制造工业,特别是航空航天工业中被广泛应用。[详情]
-

激光打标是目前国际上工业产品标记的最先进技术,是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法。 [详情]
-

金属是一种比较难以切割的材料,因为其的硬度比较大,切割时很容易出现误差难以保证切割精度,所以在这里我们应该根据激光切割机加工的方式和方法来选择金属激光切割机,那么如何加工金属板材呢?技术工程师将为大家详细分析。 [详情]
-

加工过程的质量监测问题一直受到人们的重视。制造业如何以低成本、高精度和灵活多变的柔性加工技术迎接二十一世纪的挑战也是人们关心的问题。[详情]
-

叶轮是压缩机、透平机和泵等的核心部件,其加工质量的优劣对压缩机的性能有着决定性的影响 。20世纪80年代中期,在先进透平机械的结构设计中,出现了“三元整体叶轮”结构。[详情]
-

检测器件是数控机床伺服系统的重要组成部分,用以检测各控制轴的位移和速度,在实际使用中,由于磨损和污染,经常会出现检测器件故障,造成伺服电机系统无法驱动机床正常运行。[详情]
-

整体叶盘技术是新一代航空发动机实现结构创新与技术跨越的核心技术之一。与传统结构相比,整体叶盘将叶片和轮盘设计为一体,具有减重、减级、增效和提高可靠性等优点,美英等航空强国在20世纪80年代中期的新型发动机上开始应用整体叶盘技术,我国整体叶盘技术起步于20世纪90年代中期。[详情]
-

对于高功率激光切割金属材料而言,影响切割质量的因素多种多样,概括起来主要有设备本身的几何精度,如运动轴的动态刚性、加速度;激光器光束模式和质量、光学元器件的性能、导光系统的稳定性以及常见的功率、速度、嘴板距、喷嘴孔径、切割辅助气体的纯度和气压、光程距离、焦距和聚焦光斑的大小等。[详情]
-
本文介绍了利用Pro/NC进行NC程序的自动编制所需要的环境配置。探索了加工参数的自动提取方法,并介绍了使用刀具库加栽“切削数据”的优势和特点。[详情]
-

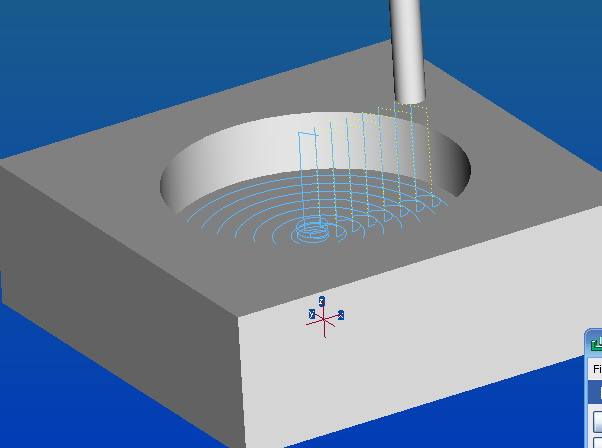
为了提高自由曲面数控加工的工件成型质量,文中基于Cimatron 软件CAD/ CAM 集成环境下,对反向工程中重构出的自由曲面CAD 模型进行数控加工编程的方法和原则进行了讨论,提出通过“WCUT”和“SRFPKT”的数控编程加工方法可以获得较高的成型质量和加工效率。并用实例验证了其有效性。[详情]
-
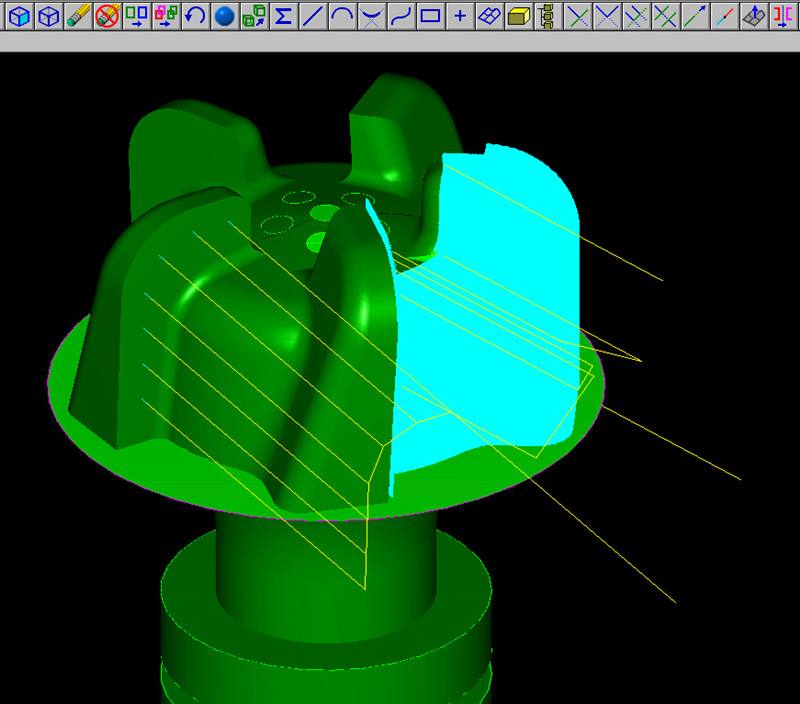
本文分析零件的结构特点,应用MasterCAM软件的设计授块构建需要的零件加工图形.应用它的制造模块对零件进行加工模型的创建、加工进置、数控仿真和数控缡程,利用MasterCAM的后处理功能,自动生成零件的教控加工NC代码.提高了零件的加工制造速度。[详情]




