-

本文主要对液压泵、各种阀、外部泄漏、液压缸、油温过高等液压系统的故障进行了分析,提出了故障的处理措施;同时对气缸、压力控制阀、方向控制阀等气动系统的故障进行了分析,提出了故障的处理措施。 [详情]
-

为了改变上述状况,国务院提出了工业转型升级的规划:“工业转型升级,要坚持走中国特色新型工业化道路,按照构建现代产业体系的本质要求,以科学发展为主题,以加快转变经济发展方式为主线,以改革开放为动力,着力提升自主创新能力。[详情]
-

由于本项目所研究的内容较多,而且难度较大,研究的周期又较短,所需要使用的切削力学模型试验设备部具备,为了获得项目的整体效果,本项目弱化了加工力学模型的建立,这对虚拟柔性制造系统的整体效果没影响,但对机床某一道工序的加工有一定的影响。[详情]
-

OEM的自动化技术正在向着复杂控制、互联、独立驱动的方向发展,自动化供应商必须为此提供整体的解决方案,实现快速的系统集成、软件的封装能力才能应对越来越变化的客户需求。 [详情]
-

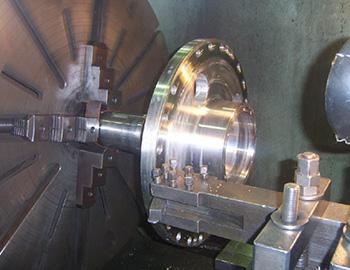
扼要说明了凸轮的分类,分析了圆柱凸轮加工的技术要点及其工艺设计,根据工艺要求选用XYZ+A四轴联动数控机床,运用花键芯轴定位装夹后采用优化的对刀方法进行加工。并基于CAXA(V2013)软件简述了圆柱凸轮图形的简化分析,提炼出必须的加工要素,绘制圆柱凸轮的轮廓展开曲线,轮廓的包络线,创建圆柱凸轮的三维数模;并经编程设计、加工仿真、机床偏置调整等工艺设计,实现用四轴联动数控机床完成圆柱凸轮类零件的加工工艺过程。 [详情]
-
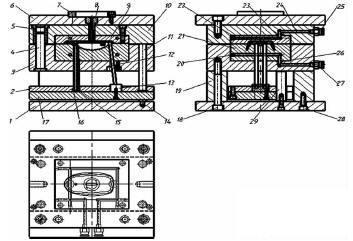
由于鼠标的组件较多,特选用了鼠标底座作为模具设计对象,以下是鼠标底座的塑件图,如图1所示。[详情]
-

-
压盘簧片是我公司N2系列产品中的冲压制件,如图1所示,制件材料为不锈钢,料厚t=0.1mm,形状比较简单,但是制件尺寸公差、毛刺高度和平面度都有很高的要求。制件的料厚和严格的公差要求决定了模具必须有很高的加工精度,而且由于冲压车间更新了日本产的高速冲床,性能参数也得到了很大的提高,因此先前的模具结构和制造工艺就有了一定的缺陷,影响了模具的生产性。[详情]
-
故障分析与诊断是数控机床故障排除过程的最重要环节,分析出了故障原因,问题也就迎刃而解。因此,故障分析方法对数控电气维修工作十分重要。 [详情]
-

数控机床的进给速度已从80年代的16m/min到现在的24~40m/min,主轴转速也从2500r/min上升到现在6000~40000r/min,机床结构也从敞开型向封闭型转变。[详情]
-

4+1加工工艺比5轴加工效果更好,刀具寿命、切削时间和工件表面粗糙度等均能够得到一定改善。[详情]
-
切屑控制攸关每个工厂的生死存亡,切削刀具业最关心的问题就是如何始终如一的保持延性钢(例如SAE 1018、1020和8620)的断屑能力并且很好的控制毛刺。[详情]
-

数控机床是在普通机床的基础上发展起来的,由于它具有良好的柔性、高的加工精度和稳定性、能加工复杂零件、减轻了工人的劳动强度和易于实现现代化管理等一系列优点,目前在机械制造行业中得到了广泛的应用。 [详情]
-

数控机床对于我国的零件的加工以及工业的发展做出了十分重要的作用,液压系统作为数控机床的重要结构之一,但是由于数控机床的液压系统缺少相应的维护工作,由于液压系统的故障对数控机床的加工工作造成了十分严重的影响。[详情]
-

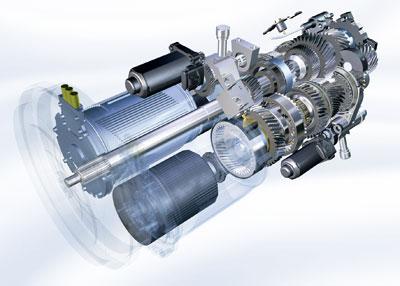
三相交流伺服电动机应用广泛,但通过长期运行后,会发生各种故障,及时判断故障原因,进行相应处理,是防止故障扩大,保证设备正常运行的一项重要的工作。[详情]



