-

可编程序控制器,简称PC或PLC,它是20世纪70年代以来,在集成电路、计算机技术基础上发展起来的一种新型工业控制设备。[详情]
-
随着机械技术不断发展,在现代机械加工中越来越多企业引入加工中心、数控车床、数控镗铣床等数控加工设备,从而使数控刀具代替传统刀具,被大量应用在生产的第一线中,成为数控加工中的主要角色。[详情]
-
在模具制造中对自由曲面数控加工越来越多。常采用反向工程技术,即对存在的复杂实物模型或零件进行高精度的数字化测量,对重构出的CAD 模型进行计算机辅助分析(CAE),通过CAM 系统加工出产品,再对加工出的产品进行检验、修改和创新,若不满意则可以重新进行再设计、再加工和检验,直到满意的过程。[详情]
-
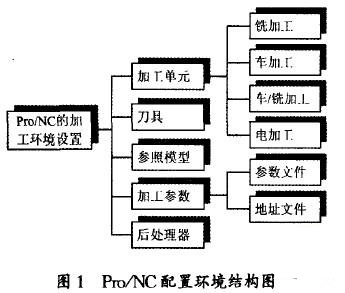
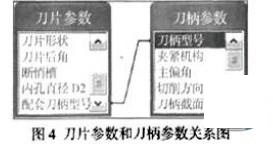
Pro/NC是美国参数技术公司(PTC)用于加工的核心模块,高度继承了PTC公司全线产品的特性,具备全部关联和同一核心数据库,因此保证了在加工程序设计过程的高效性。[详情]
-
MasterCAM是美国CNC Software lne公司开发的款功能强大的CAD/CAM软件,它把CAD造型和CAM数控编程集成于一个系统环境中,叫完成零件的几何造型,刀具路径生成,加上模拟仿真、数控加工程序生成与数据传输。[详情]
-

传统的零件测量方法常常采用离线测量。需把被测零件从加工设备转移到测量设备上,有时在一个加工过程中甚至需要几个来回,使检测工件的费用,超过了工件的加工费用。[详情]
-
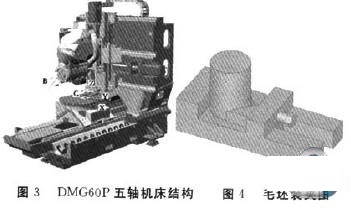
五轴加工技术是现代制造业生产中的高端技术,在复杂高精度零件生产中占有极其重要的地位。随着现代制造业的不断发展,五轴加工技术因为其可以缩短施工准备周期、降低工装成本及提高生产效率等方面成效显著,在机械、航天、汽车、机车零件加工领域的应用日趋广泛。[详情]
-
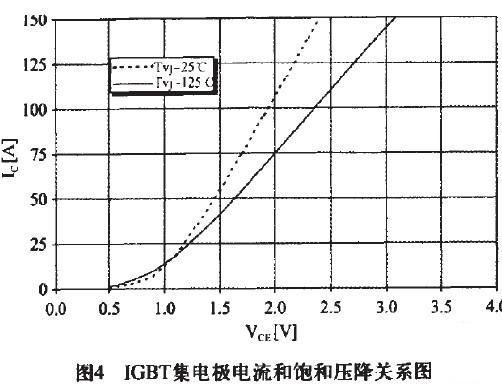
数控系统中,电源模块及电机驱动模块是非常重要的工作部件,但同时这两种模块也是数控设备中很容易被损坏的。[详情]
-
Cimatron的数控加工技术一直处于世界领先的地位,被世界普遍认为是最杰出的数控编程设计系统之一。它提供了较全面的加工应用功能,如数控铣削(2.5~5轴)、数控钻孔、数控车、数控冲裁、数控线切割和电极设计等。[详情]
-
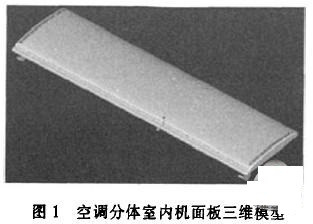
底座模具型腔的三维图如图1所示,长方体结构,最大轮廓尺寸360x238x70mm,上顶面居中开设型腔,型腔部分比较陡峭并且圆角光滑过渡,型腔最深处53mm,其余面为平面,材质为P20。[详情]
-
高速切削概念是德国切削物理学家萨洛蒙(Carllomon)于1931年提出的。高速切削加工技术是先进制造技术之一,具有材料切除率高、切削力小、工件热变形小、可加工难加工材料等特点。将其应用于模具制造领域,可大大缩短模具制造周期、提高产品的竞争力。[详情]
-
近年来,随着经济高速发展,为提高竞争力,企业自觉地应用高新技术来改造传统产业,数控机床在机械制造加工业中得到了越来越广泛的应用。[详情]
-

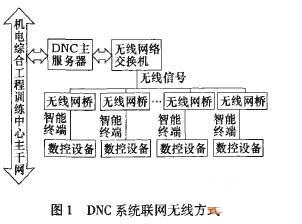
随着经济全球化、信息和服务网络化,网络化设计制造已代替技术手段落后、生产效率低、管理维护费用高的单机生产及管理模式而成为当前制造业的主要生产形式。[详情]
-

电火花机放电加工时须用电极,电极主要用于模具的型腔、型芯加工,其材料主要是紫铜和石墨,一个完整的电极应该由电极头、避空直身位、基准板3部分组成。手机上盖型芯的结构相当复杂,精度要求也比较高,模具中多处部位需要拆电极。[详情]
-
计算机技术、网络技术以及数控设备的快速发展,给制造业带来了一场新的变革和重大影响。[详情]



