-
数控切削加工在制造业中占有重要地位,它在为人类社会创造财富的同时,也在大量消耗有限的自然资源。[详情]
-

四川省宜宾普什模具有限公司是普什集团旗下的一个全资子公司。主要从事注塑模具、金属冲压模具、压铸模具、检具、夹具的研发、设计及制造,产品涉足汽车、家电、通讯、日用品等产品的大中型模具及精密模具。[详情]
-
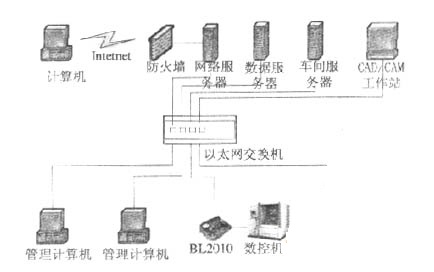
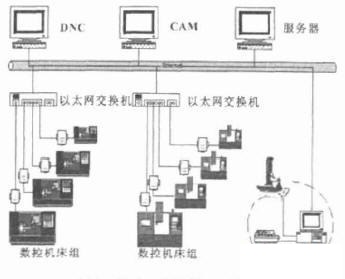
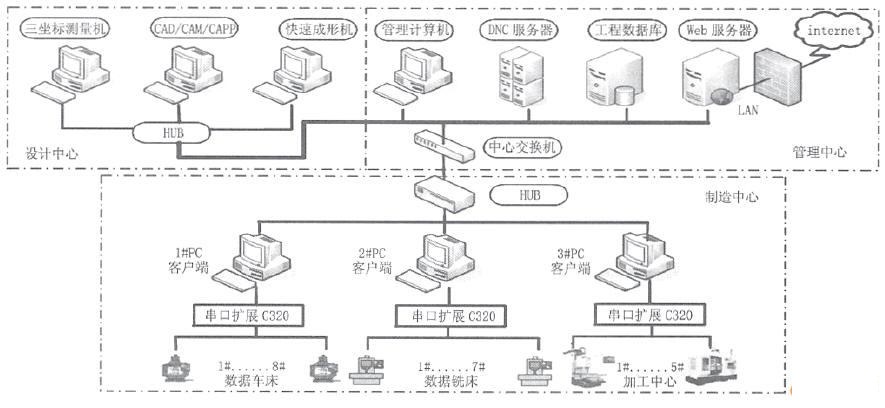
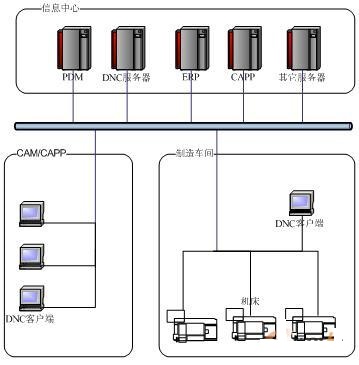
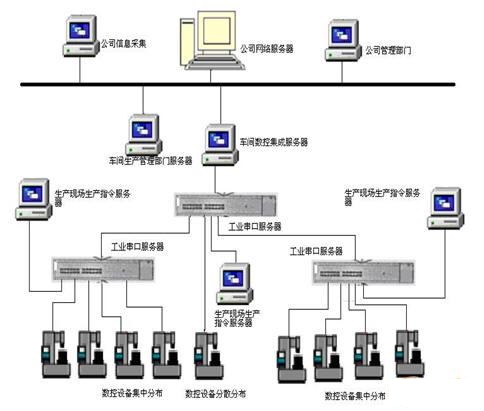
制造的全球化和网络化要求作为重要制造资源的数控机床能够实现全球共享。以此为目标建立的DNC系统不仅强调车间内的信息集成,而且强调机床基于Web的远程信息发布[1-3]。[详情]
-
随着制造业的飞速发展,2003年开始,中国就成了全球最大的机床消费国,也是世界上最大的数控机床进口国。[详情]
-
在计算机技术和网络技术迅猛发展的今天,现代制造业日益体现出智能化(Intelligence)、网络化(Internte)、集成化(Integration)、创新(Innovation)和信息化(Information)的特点。[详情]
-

张自强,北京数码大方科技有限公司开发部副总经理,15年制造业CAD/CAM/ERP/MES产品设计和企业咨询工作经历,高级工程师,工学硕士。[详情]
-
在计算机技术和网络技术迅猛发展的今天,现代制造业日益体现出智能化、网络化、集成化、创新和信息化(5I,Intelligence、Internet 、Integration 、Innovation&Information)的特点。[详情]
-
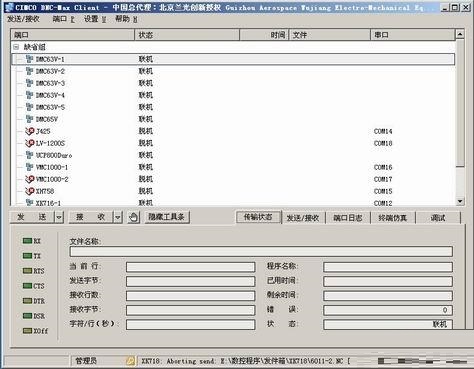
近几年,随着计算机技术、通讯技术和数控技术的发展以及制造自动化的需要,DNC技术得到越来越广泛的应用。[详情]
-

在先进的制造领域中,传统的机械制造技术、计算机技术、成组技术与现代控制技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术融合为一体.在集成化基础上,网络制造实现了超薄型、超小型化[详情]
-
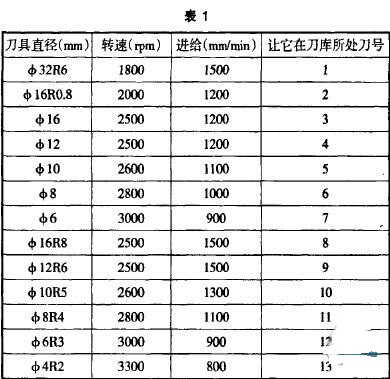
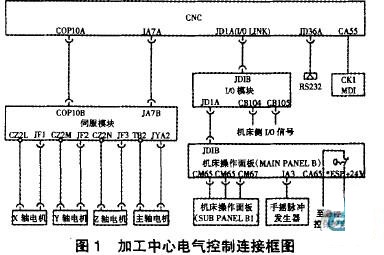
目前CNC加工中心在现代数控加工行业逐渐广泛使用。因为其带有刀库能实现自动换刀,减少人为换刀麻烦,并且可以减少工件装夹次数,所以大大提高了加工精度,提高同批零件尺寸的一致性,因此CNC加工中心越来越受到批量加工的厂家喜爱。[详情]
-
信息革命是继农业革命、工业革命之后的第三次产业革命,它正在引发人类历史上第三次历史性的飞跃。正是信息化的实际应用把人们从可见的机械应用带入到了虚拟的数字信号应用。[详情]
-
数控机床是综合应用微电子、计算机、自动控制、自动检测以及液压传动和精密机械等技术的最新成果而发展起来的完全新型的机械加工设备。[详情]
-
自动编程就是利用计算机专用软件,编制数控加工程序的过程。CAXA数控车是我国自主研发的一款集计算机辅助设计(CAD)和计算机辅助制造(CAM)于一体的数控车床专用软件。在该软件的支持下,我们可以较好地解决曲线零件的计算机辅助设计与制造问题。[详情]
-

UG/CAM系统通过参数化设计将特征造型与传统的实体和曲面造型功能结合在一起,可以从简单的2轴加工到以5轴联动方式来加工极为复杂的工件表面,并可以控制和优化数控加工过程。下面就以UG/CAM数控车编程加工为例介绍相关方面的关键技术。[详情]




