-

某冶炼厂为吹炼炉配置有2台阳极炉,其中50t阳极炉用于将吹炼炉生产出的热粗铜精炼成阳极铜,再由圆盘浇铸机浇铸为阳极板。[详情]
-
当所有操作都完成以后,我们就需要模拟仿真。在仿真中可以直观的观察刀具的运行轨迹,加工所需要的时间以及是否有干涉等。[详情]
-
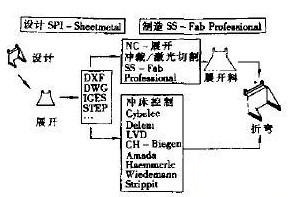
目前,在一些三维设计系统中,都或多或少具有一些钣金结构设计功能模块,但是,因为存在产品主要功能定位的不同,开发商本身的钣金工程背景的不足,很难做到钣金设计的专业化和高效性,同时在展开计算的灵活性和准确性方面存在一些问题,设计阶段对于钣金工艺性能难以全面考虑和处理。[详情]
-

中国环流器2号A(HL—2A)是中国第一个具有偏滤器位形的大型受控核聚变研究装置,其主机由德国ASDEX装置主机主要部件经适当改造而成,其磁场线圈所需的供电系统及其它的配套系统则完全由我院自行研制。[详情]
-

基于SINOVATION平台的活塞及其模具CAD/CAM一体化应用研究
传统的企业产品设计信息是以2D图纸为标准载体向下游传输的,由于2D图纸的局限性,在信息传输过程中可能会出现诸如信息丢失、更改等问题,导致最终产品与最初的设计信息出现偏差,影响产品的精确性。[详情]
-

嵌入式适配器数据处理模块的运行流程如图7所示。首先,获取数据采集模块采集的语法异构数据,依据XMLSchema解析采集的数据类型,XML生成器依据数据类型将采集的数据转化为XML文件,然后解析XML文件,获取封装规则定义的各个属性,读取XML文件,XML映射器依据XML XSLT将异构的XML数据同构化,最后,XML封装/发送器将同构数据进行封装,发送到DNC服务器的嵌入式适配器接口。[详情]
-

目前,制造业逐步向网络化制造发展。然而,我国制造企业的数控车间有较大部分数控机床采用单机模式工作,数控机床整体运行效率低下,导致企业竞争力降低。为了解决这些问题,必须实现数控机床联网与数据采集。[详情]
-

测试是传统软件开发的最后一步。整个软件开发过程,需要收集要求、进行高层次的设计、详细设计、创建代码、进行部分单元测试,然后集成,最后才开始最终测试。[详情]
-

基于Delcam PowerMILL的数控加工技术在塑料模具制造中的应用
在人们日常生活中,塑料制品的应用越来越广,人们不仅看重塑料制品的经济实用性,还希望塑料制品外观简洁流畅、手感好。[详情]
-
计算机的快速普及和推广带动了硬盘产业的快速发展,磁盘驱动架作为其关键零部件也得到了长足发展。[详情]
-
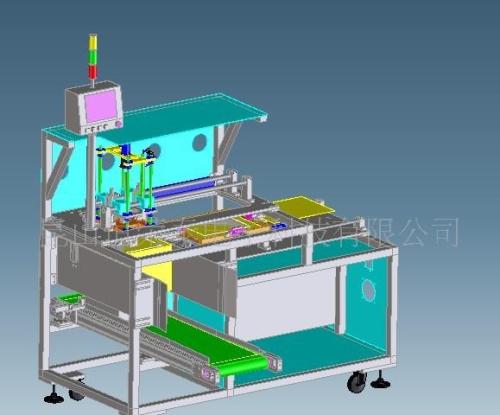
模块化生产系统(modular production system,MPS)是实际工业自动化生产流水线的微缩模型,可以实现生产线的上料、搬运、加工、安装、分类人库等环节的动作。[详情]
-

数控加工仿真是CAD/CAM领域的关键技术之一,通过数控加工仿真,可用几何图形、图像或动画的方式显示加工过程,从而检验零件的最终几何形状是否符合要求,加工过程中是否存在漏切、过切现象,刀具运动过程中是否会与夹具或机床产生碰撞,从而确保能加工出符合设计的零件,并避免刀具、夹具和机床的不必要损坏。[详情]
-

基于PowerMILL软件的汽车大灯座模具的数控加工技术(一)
Delcam软件主要有PowerSHAPE、PowerMILL及PS-Moldmake等几大模块组成。PowerSHAPE是一套复杂形体造型设计系统,全中文Windows用户界面,智能化光标新技术,操作简便,易学易用。[详情]
-

基于PowerMILL软件的汽车大灯座模具的数控加工技术(二)
Delcam软件具有强大的实体加工功能和统一共享的数据库,无需几何传输。在PowerMILL模块中,可直接输入PowerSHAP模块中生成的三维模型(CAD模型)进行CAM加工,可实现无逢数据传输。下面以模具凸模为例介绍数控加工过程。[详情]
-

工件材料不同,切削过程中的变形程度也就不同,因而产生的切屑种类也就多种多样,如下图示。图中从左至右前三者为切削塑性材料的切屑,最后一种为切削脆性材料的切屑。切屑的类型是由应力-应变特性和塑性变形程度决定的。[详情]



