-
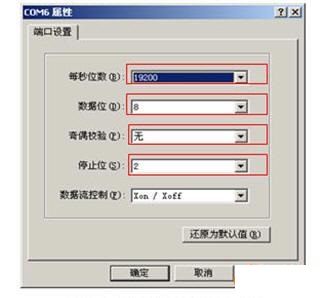
数控机床是一种高效率的机电一体化设备,已广泛应用在各加工制造企业当中,在应用当中,利用RS-232C串口进行数据的传输是其中较为重要的一个环节。[详情]
-
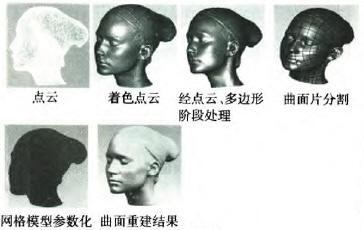
逆向工程是适应实践需要而产生的一项新的造型技术,主要用于没有工程图纸的情况下的产品制造。[详情]
-
现阶段,越来越多的零件采用数控加工,但加工方法往往还是先用二维设计软件进行基于2D的平面图零件设计,然后由工艺人员/程序员直接以G代码进行NC手工编程,这种方法适用于一般简单零件的平面加工、直线加工、回转体加工及点位加工。[详情]
-
以色列Cimatron软件有限公司作为世界上著名的CAD/CAM软件供应商一直致力于为制造行业提供先进的CAD/CAM系统,不仅为用户提供功能强大的通用CAD/CAM系统,而且针对模具制造行业提供了全面的解决方案。[详情]
-
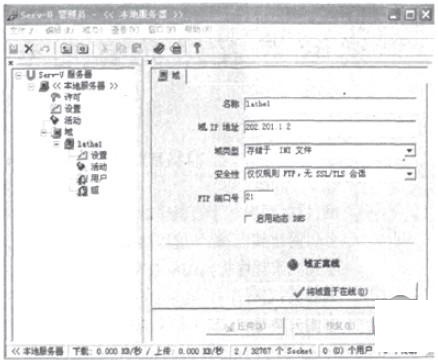
目前数控系统的网络通讯能力都很弱,传统的封闭系统只带有普通的通讯接口,目前研制开发出的基于PC的数控系统,虽然可以在硬件上配置网卡,但并未开发出相应的应用程序,不能够全面可靠地支持联网运行。[详情]
-
数控技术是运用数字化信息技术手段对机床机械的运动方式及工作状态进行控制的技术,它集合了传统的机械制造、自动控制、集散控制、网络通信、计算机监测控制等技术,具有生产效率高、加工精度高、操作高度自动化等优点.[详情]
-

1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。它与人类在农业、工业社会中创造的那些只是增强体力劳动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。[详情]
-

本文基于Delcam先进制造技术和工艺,对数控编程和加工效率潜力空间,列举大量试验数据,结合公司最新专利技术和Vortex技术,以大幅提高数控加工效率的方式、方法展开论述;旨在引导数控加工领域对提高加工质量的同时,能够获得较高的效率提升;使制造型企业能够运用高效加工先进制造技术,形成知识积累。 [详情]
-
随着当今时代的发展,数控技术的广泛应用。刀具半径补偿功能已在二轴联动的数控系统中实现,且广泛应用于二维轮廓加工中。[详情]
-
按材料切除率和加工精度,切削加工主要分为粗加工、精加工、半精加工三类,由于三类加工方法,在实际加工过程中追求的侧重点不同,对于数控系统的加工参数的要求也不同。[详情]
-
CimatronE10 的模具设计模块为客户提供全面的模具设计专家系统,极大地缩短了模具的制造周期,在全球的塑胶模具制造行业具有极高的声誉。[详情]
-
高效、高精度是数控机床切削加工永恒的目标。实现切削过程的自适应控制是保证高效、高精度加工的关键。由于切削力比其他信号,如切削功率、扭矩等,更能快速准确地反映加工过程的状态变化,且技术成熟。[详情]
-

本文简略介绍了通用典型CAD\CAM平台在进行数控铣削加工编程时,其三轴刀具轨迹设计、五轴刀具矢量控制及其轨迹设计、后处理程序开发等方面的对比应用,并以实例的形式进行说明,希望能为读者利用不同的CAM软件平台进行数控编程时提供参考借鉴作用。 [详情]
-
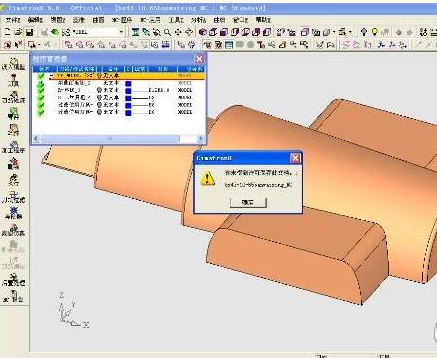
Pro/ENGINEER系统是美国参数公司(PTC公司:Parametric Technology Corporation)开发的软件,是当今世界著名的三维CAD,CAM,CAE软件系统,广泛应用用于机械、电子、航空航天、产品设计、磨具设计等各行各业。[详情]
-
刀具轨迹的设计是零件数控加工中最重要同时也是研究最为广泛深入的内容,能否生成有效的刀具轨迹直接决定了加工的可能性、质量与效率,尤其在数控加工技术飞速发展的今天,对刀具轨迹的研究与优化显得极其重要。[详情]



