-

激光表面淬火是一种利用高能量激光束扫描工件使被扫描的区域表面硬化的技术。当激光束停止照射时,由于热传导的作用,加热区会急速冷却(106~108℃/s)而发生马氏体转变,使工件表层实现相变硬化。 [详情]
-

近几年激光技术得到了快速发展,已成为主流的切割技术。因其具有较好的切割质量与精度,以及无与伦比的加工速度,板材行业普遍认为激光切割在将来极有可能取代冲压成为主流的钣金加工技术。 [详情]
-

文章以专用深孔镗床上下料机械手为研究对象,在对其结构进行分析的基础上,针对机械手的各种动作,利用PLC编程实现机械手的自动化过程,完成了系统的硬件和软件设计。文章详细阐述了机械手的工作流程步骤和活动方式,根据该机械手的工作特点,采用步进顺序控制方式,设计了I/O分配图、工作流程图以及相关程序,实现了手动和自动两种控制方案。结果表明,该设计程序简单,便于调试,具有较强的可操作性和实用性。 [详情]
-

数控技术专业复合化教学体系的构建,首先应明确定位专业培养目标、实践能力目标,然后有针对性地确定能力目标、实践教学的方法和内容,再根据子目标的作用与相互联系,合理设置数控技术专业教学顺序。 [详情]
-
数控机床的种类很多,其分类方法也很多。其中以伺服系统类型的分类对数控机床的内在结构分析最为详细。伺服驱动系统由伺服驱动电路和伺服驱动装置(电动机)组成,并与机床上的执行部件和机械传动部件组成数控机床的进给系统。它根据数控装置发来的速度和位移指令控制执行部件的进给速度、方向和位移。每个做进给运动的执行部件都配有一套伺服驱动系统。[详情]
-

本文介绍了数控技术的先进性,数控技术在甲醇合成塔管板隔板制造中的应用,比较数控工艺与传统工艺的经济效益差异,并保证加工周期与加工质量。 [详情]
-

三菱电机从1956年就开始了数控系统的研发,到目前已经有50多年的开发历史,岁月的积累使得三菱数控系统拥有多项数控系统的研究成果。三菱数控系统由控制系统,伺服系统,位置测量系统三大部分组成。 [详情]
-

本文针对传统绕线机控制精度低、速度低和产品质量差等缺点,以微处理器MC68HC000为核心,采用集中控制、分时处理的工作方式,根据绕线机的特点开发一种具有高精高速的数控系统,驱动脉冲最高速率为500 KPPS,驱动解析度为0.001mm/Pulse。辅以数控系统软件、绕线机系统开发工具和数控绕线机操作软件,为绕线机开发提供一个开放式的控制器设计平台。 [详情]
-

随着用户对钢板表面质量要求的不断提高,轧辊磨床的磨削精度成为制约钢板质量和板形精度的瓶颈,同时磨辊间减少操作人员数量并提高劳动生产率的要求也越来越强烈,故决定对热轧2050轧辊磨床进行改造。 [详情]
-

本文根据当前数控系统所面临的瓶颈问题,通过介绍数控系统通信的基础理论,提出了基于网络的数控管理方法。其中详细论述了机床网络的方案设计、组网过程和基于网络的管理流程。同时,对于数控服务器的软件开发也做了简单介绍,实践表明,"可剪裁、可配置、可重构”在数控网络应用中是可实现的。 [详情]
-

本文在对数控机床控制原理进行分析与研究的基础上,通过具体案例详细介绍了PLC技术在数控机床控制中的应用.举例说明了通用型卧式数控车床的PLC程序编写方法.并结合典型实例,对利用PLC实现故障诊断进行了分析。 [详情]
-

数控技术专业集传统的机械制造、计算机、现代控制、传感检测、信息处理、光机电技术于一体,是现代制造技术的基础。特别是加入WT0以来,国际市场对数控技术人才提出了更高的要求,因此高职教育应为培养了大批数控技术专业人才而努力。 [详情]
-

目前我国较发达的经济特区。这类人才相对很少,数控技术人员受到高度重视,数控技术就业前景 更加广阔。其他省市地区,数控人才更是寥寥无机。因此,从长远看,培养一大批数控编程、操作、维护人员是非常毖要的。因为未来企业之间的竞争归根到底是人才的竞争。 [详情]
-
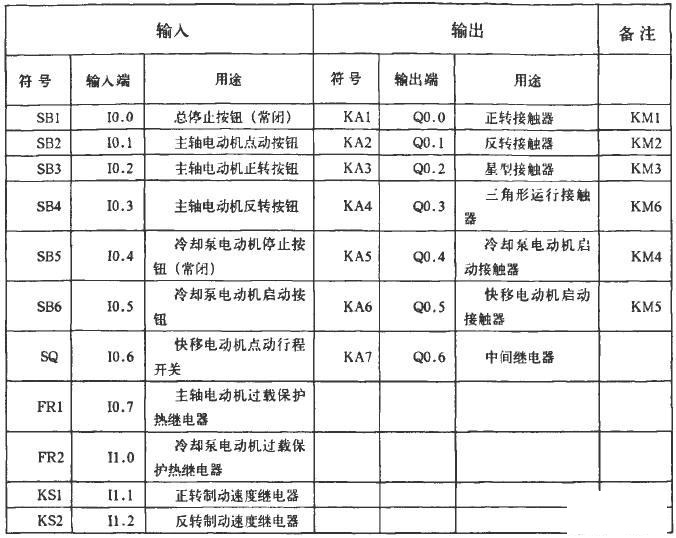
C650普通车床可用于进行车削外圆、内圆、螺杆、螺纹和端面,能够车削定型表面,并可用铰刀、钻头等刀具进行倒角、割槽、钻孔、镗孔及切断等加工工作。传统的继电器控制系统复杂,优点是结构简单,价格低廉。[详情]




