-
随着复合材料在航空制造领域军民用飞机产品上的大量应用,国内外各主要飞机制造商都对自身复合材料构件研制过程中如何改进工艺方法、提升制造效率、提高制造质量以及降低综合制造成本等方面提出了更高的要求,特别是在数控技术迅猛发展和广泛应用的背景下,复合材料构件的加工制造设备和制造手段更加趋向于自动化及数字化,向多种技术、多种工艺、多种加工方法融合的数控技术复合加工方向发展。 [详情]
-
在介绍高速加工的基本概念的基础上,分析了高速加工数控技术在模具制造中的应用前景。总结了面向高速加工的数控编程基本原则和高速加工数控技术对数控编程系统的要求。介绍了现有数控编程软件中采用的面向高速加工的工艺措施 [详情]
-
高性能的五轴数控铣加工中心,数控系统都具有空间坐标系旋转以及斜面刀具补偿功能,从而为一些需斜面加工且加工精度比较高的零件加工提供了可能。 [详情]
-

本文介绍了目前国内外直线电机驱动技术的应用情况,分析了直线电机实际应用在高档数控机床上的突出问题,给出了现有实际应用问题的解决方法。 [详情]
-
螺旋转子是转子流量仪表中的心脏零部件,根据流量计的规格和用途,螺旋转子的截面形状和导程都有所不同。螺旋转子的截面形状一般由渐开线和摆线组合而成。[详情]
-
随着科技不断发展,计算机在机械辅助设计上的应用,现代 CAD/CAM 、 FMS 、 CIMS 都在数控技术上得到广泛应用。数控机床自 1952 年在美国成功研制以来先后经历了五个发展阶段。随着微电子和计算机技术的日益成熟,推动了我国数控技术的发展,国产数控系统相继开发成功,使我国数控机床在品质上、性能上得到了保障。由于数控机床有着对工件改型的适应性强、加工精度高、提高生产率等特点,因此在各领域得到了推广应用。 [详情]
-

本文介绍了基于普通微机(PC)的数控系统的设计方法,并将其应用于普通车床(CA6140)的数控化改造,取得较好的经济效果。该数控系统设计方法还可应用于其它机床的数控化改造。 [详情]
-
与大型企业相比,中小企业的规模小、实力弱,专业计算机技术人员少,但经营灵活、对市场的反应快,这种企业很适合应用CAD/CAM系统。[详情]
-
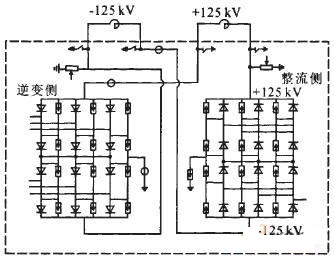
东北——华北联网高岭背靠背换流站工程(高岭背靠背工程)是西电公司承担的国家重点工程,其中晶闸管换流阀是高岭背靠背工程换流站的核心设备,高岭背靠背工程实现东北——华北电网的联网,是西安西电电力整流器有限责任公司(西整公司)首次承担制造的国内最大商业运行背靠背工程,是国内第一次独立进行±125kV直流背靠背工程晶闸管换流阀的设计、制造、绝缘型式试验、运行型式试验和现场调试的工程。[详情]
-

计算机信息技术的发展在城市规划、建筑设计、空间环境设计领域带来了不断深入的技术革命。首先是CAD技术使绘图自动化得以普及,随后,三维效果图与动画在详细规划和建筑设计中得到推广应用。[详情]
-

美国国家半导体公司(National Semiconductor Corporation)宣布推出两款全新的高精度运算放大器。其特点是具有很低的输入电压噪声和较高的准确度,因此适用于以低频及低供电电压操作的系统,例如工业和科研重量计、压力传感器以及其他低电阻传感器。[详情]
-

结构和零件的微型化是技术领域的发展趋势之一,开发经济上可行的微细加工技术对于微型技术的发展具有重要意义。[详情]
-

在提高加工效率方面,减少加工工序,进行复合加工,也是提高加工效率非常有效的手段。 减少加工工序我在同许多制造企业的同行交流时,发现他们通常会比较注重切削的三大要素(切削速度、进给、切削深度),而对减少加工工序却没有给予充分的关注。其实,减少加工工序经常会比提高切削参数更为有效。[详情]
-

众所周知,产品检测已经成了制造过程中不可或缺的组成部分。没有该过程,没有任何人敢为自己设计或加工出来的产品及零件的合格性、完整性和精确性打保票。[详情]
-

电磁成形是一种高能率成形方法,电磁成形具有生产效率高、工装简单、可提高某些材料的塑性、对环境的污染小等优点。[详情]



