-

深入分析了功能安全的概念和理论特点.提出了新时期安全技术的发展趋势,讨论了功能安全集成技术的特点和优势,最后着重对安全集成伺服驱动技术进行了介绍,并结合安全集成驱动技术的应用提出了安全集成伺服驱动的设计方案。 [详情]
-

本文以西门子SimoDrive611系列的驱动模块为例,阐述了其基本结构、常见故障的维修方法,对用户自主开展西门子伺服驱动模块及电源模块的维修具有一定借鉴意义。 [详情]
-

PLC是工业机械操作的重要技术支持。本文结合PLC编程原理,对PLC控制系统抗干扰能力进行分析,找出解决办法及改进措施。 [详情]
-

五轴数控加工是在三个基本直线坐标轴(x、y、z)上增加了两个旋转轴(A、B、C轴的任意组合)的一种多轴数控加工方式。五轴机床的三个直线轴与两个旋转轴的联动加工方式,被称为五轴联动加工;两个旋转轴进行旋转定位,使刀具呈现一定的姿态角度不变,三个直线轴作联动,这种加工方式被称为五轴定向加工。 [详情]
-

双轴同步控制技术中,一般的同步控制方法为主从式控制。主从控制方式虽然能有效控制双轴的同步误差,但是因主动轴不考虑从动轴的干扰情况,所以控制精度不是很高。文章结合现场总线的应用趋势提出了一种基于现场总线的双轴协调同步控制方法,充分利用现场总线提供的数据信息对两个同步轴分别进行误差补偿。通过双轴同步控制实验证明,该方法有效地提高了同步轴的响应速度,比主从式控制方式有更高的同步误差控制精度。 [详情]
-

本文叙述了利用三菱定位单元构成8轴热处理机床数控系统的方法。编程调试的技术难点及解决方案。 [详情]
-

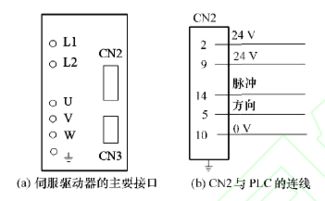
本文设计一种激光焊接加工机床的四轴步进电机控制系统。根据激光焊接加工机床的特征,构造了四轴步进电机控制系统的硬件系统结构图,设计了CNC2000数控卡与四轴步进电机驱动器及四轴步进电机的接线图,并对此系统的软件结构进行了介绍。并给出一个应用实例。该控制系统具有操作灵活方便、可靠性好、精度高等优点。 [详情]
-
本文以三菱公司的FX3U-48MT-Es-A作为控制元件,GTll55-QFBD-C作为操作元件直接控制三菱伺服电机的具体程序设计。 [详情]
-
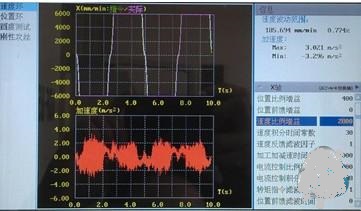
目前,硬轨数控机床越来越多,本文提供了一个使用伺服调整工具调试配置华中8型数控系统的硬轨数控机床的方法,请用户参考。 [详情]
-

当今世界上精密加工技术发展很快,新的加工方法和设备层出不穷,计算机的广泛应用使精密加工技术更为普及和多样。 本文介绍实现精密和超精密切削加工的三种方法。 [详情]
-

光纤传感技术是20世纪70年代发展起来的一种新型的传感技术,当光在光纤中传播时,在外界温度、压力、位移、磁场、电场和转动等因素作用下,通过光的反射、折射和吸收效应,光学多普勒效应、声光、电光、磁光和弹光效应等,可使光波的振幅、相位、偏振态和波长等参量直接或间接地发生变化,因而可将光纤作为敏感元件来探测各种物理量。[详情]
-

近年来,随着新型产品的不断出现和零件复杂程度的不断加大,数控加工以其强大的优势得到了迅速普及,已经成为一个企业争取市场优势的决定因素之一,因此,如何提高数控加工效率,充分发挥数控加工的优势,是许多企业面临的主要问题之一。[详情]
-

关于精细化管理和精益生产的区别抑或联系,我一直想谈谈这个话题,也是困扰了一些企业和咨询公司,接触中发现很多人都心存疑惑,尽管不露声色。[详情]
-

冶金机械设备是一种高能耗、高污染的设备。其在工作中,经常会伴随有噪声、废气排放、热辐射、泄漏等现象。绿色设计源于人们对于现代技术文化所引起的环境及生态破坏问题的反思,它体现了设计师的职业道德和社会责任心的回归。[详情]
-
制造业是将资源通过制造过程转化为可供人们使用和利用的产品。它涉及到大量行业。机械制造业在发展中为人们提供性能不同的机电产品,有力推动了社会发展和进步。我国机械工业在提高质量、优化结构,使产业结构和布局不合理的状况有所改善,但资源配置效益较差,产品质量不高,资源和原材料消费较大,对环境污染严重,可持续发展能力不强。[详情]



