-
-
制造业在将制造资源转变为产品的制造过程中,产品在其使用和废弃处理过程中,都会产生废弃物。由于制造业涉及范围广泛,因而其对环境造成的影响可想而知。[详情]
-
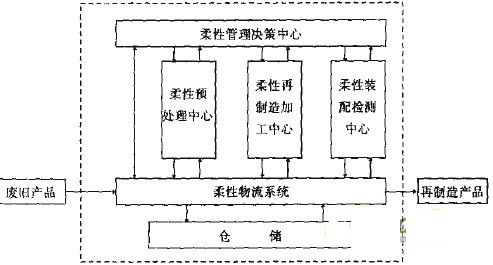
十年代以来,市场竞争的不断加剧、产品的多样化和更高顾客化需求给企业带来了很大的压力,企业越来越意识到在生产过程中引进操作柔性的重要性。[详情]
-

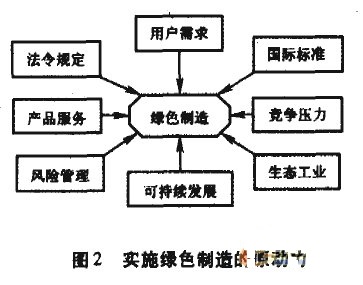
近年来为了解决全球环境污染问题,一种新的“绿色制造”概念正在流行。它的目的就是为了减轻产品对环境的污染,在设计产品的整个生命周期过程中着重考虑产品的环境属性(环保特性),采用一种绿色技术对产 品进行全方面设计。[详情]
-

钢铁、合金钢和其它材料的切割、焊接和打标,过去一直采用接触式加工技术。高功率(平均功率1kW以上)CO2激光器结构设计的最新进展,节约了这些激光器的购买和使用成本。[详情]
-

EXCELLENCE-20W低速走丝电火花线切割机是日本沙迪克公司生产的,其走丝系统使电极丝以一定的速度运动并保持一定的张力。[详情]
-
片状圆弧导头是表面粗糙度测量仪的重要零件之一,其几何形状和表面质量直接影响仪器的测量精度。[详情]
-

激光切割是一种高能量密度可控性好的无接触加工。[详情]
-

碳纤维增强复合材料(简称CFRP)具有比强度高、比模量高、减振性好等优点,在航空航天领域得到了广泛应用,在汽车、医疗器械、体育器械等行业的应用也日益增多。[详情]
-

随着市场竞争的日益激烈,如何提高产品设计效率,适应快速多变的市场需求已成为企业十分关注的问题。正因如此,计算机辅助设计已成为设计中必不可少的工具。[详情]
-
并行工程(Concurrent Engineering, CE)[1]是美国在80年代末提出、90年代重点发展的武器研制工程技术,是一种用来综合、协调产品的设计及其相关过程——包括制造和保障工程的系统方法,它要求研制人员从一开始就考虑从方案设计直到废弃的产品寿命周期的所有要素,包括质量、费用、进度和用户要求。并行工程在产品研制中提高产品效能和节省寿命周期费用方面已被理论和实践所证明。[详情]
-

在20世纪末期,科学技术迅猛发展,带来一场数字化革命。随着计算机、微电子、信息与自动化技术的长足发展,并在制造业中得到越来越广泛的应用,使人们摆脱传统机械加工生产方式成为可能。[详情]
-
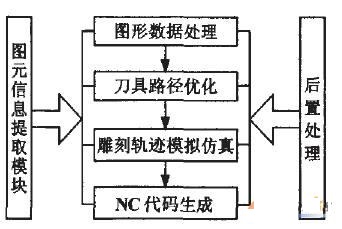
CAD/CAM在加工领域中应用的主要问题是如何根据CAD软件设计的图形自动生成工艺合理、指令准确的加工程序,取得理想的加工效果。[详情]
-
后置处理是一个文本编辑处理过程,其作用是将提取的图形信息根据指定数控机床的特点及规定的格式进行分析、判断和处理,转化为机床能够识别的NC代码并输出。[详情]
-

基于CAXA制造工程师特征造型与MasterCAM9模具加工应用实例
CAXA制造工程师是国产的CAD/CAM软件,该软件以中文界面、易绘图、方便的特征实体造型,得到学校及中小企业的喜爱,但是在长期的教学及使用过程中发现,该软件生成的轨迹过于冗长,算法不精炼,G代码过长,加工时间太长。[详情]



